- 1.0 When Attending biotech events boston like The Bioprocessing Summit 2026, the Focus Shouldn’t Be Just on “Spotting Trends”
- 2.0 The Real Takeaway from Q2 Hot Topics at biotech events boston: The Bigger the Clinical Story, the Sooner CMC Pressure Emerges
- 3.0 ADCs and Next-Generation Conjugated Drugs at biotech events boston: The Real Competition Has Shifted to “Manageable Complexity”
- 4.0 Nucleic Acid Therapeutics, RNA/LNP, and Oligonucleotides at biotech events boston: The Question for 2026 Is “Can the Platform Be Reused?”
- 5.0 Large Molecules, Cell, and Gene Therapy at biotech events boston: Look Beyond Yield to the Maturity of the Quality System
- 6.0 AI and Digital Processes at biotech events boston: What’s Really Worth Listening To Is “Can It Inform Quality Decisions?”
- 7.0 How to Navigate the Four-Day Conference at biotech events boston: Different Routes for Different Attendees
- 8.0 Beyond the Materials at biotech events boston: What You Need to Invest In—A Post-Conference Evaluation Checklist
- 9.0 biotech events boston Frequently Asked Questions
1.0 When Attending biotech events boston like The Bioprocessing Summit 2026, the Focus Shouldn’t Be Just on “Spotting Trends”
The biopharmaceutical industry in 2026 is no shortage of hot topics. From the extensive discussion sparked by GLP-1 oncology data at ASCO, to the continued buzz around next-generation ADC conjugation technologies, to the simultaneous advancement of RNA/LNP platforms across multiple therapeutic areas—any single direction, taken on its own, offers plenty of reasons to be excited.But if you plan to fly to Boston this August to attend biotech events boston like The Bioprocessing Summit and spend four days navigating dozens of presentations and exhibition booths, you’ll need a clearer objective than simply “keeping up with trends.”

The premise of this article is simple: with limited time at the conference and an extremely high density of information, walking into the venue with the right questions is a far better use of your time than passively absorbing information. In 2026, the biopharmaceutical industry is undergoing a subtle shift: while popular technologies are multiplying, products that can be stably manufactured under GMP conditions, pass regulatory review, and ultimately reach patients remain scarce. The gap between these two realities is precisely why The Bioprocessing Summit deserves serious attention.
Over the past few years, the focus of discussions at industry summits has shifted noticeably. Around 2018–2020, most conferences centered on questions like “Is this target effective?” and “Can this platform deliver differentiation?” By 2023–2025, as ADCs, CAR-T therapies, and RNA therapeutics were successively approved, the discussion began to extend toward the manufacturing side.As we enter 2026, a more pressing issue has come to the fore: as an increasing number of complex therapies advance to late-stage clinical trials or even commercialization, productization capabilities are evolving from a “supporting function” into a “competitive barrier.” The gap is widening between companies that can clarify their CMC, analytical methods, quality systems, and scale-up strategies early on, and teams that only begin to catch up in late-stage clinical trials.
The Bioprocessing Summit is perfectly timed to address this critical juncture. As one of the largest annual conferences in the global bioprocessing industry, it does not focus on clinical data like ASCO or AACR, nor does it have the broad scope of BIO International. Its focus is clear: how complex therapies can transition from laboratory concepts to reproducible, scalable, and regulatory-compliant products. This positioning defines its value for attendees—for those who truly need to solve manufacturing challenges, the density of information here far exceeds that of general industry summits.
1.1 The Value of This Conference Lies Between “Clinical Hype” and “Manufacturing Reality”
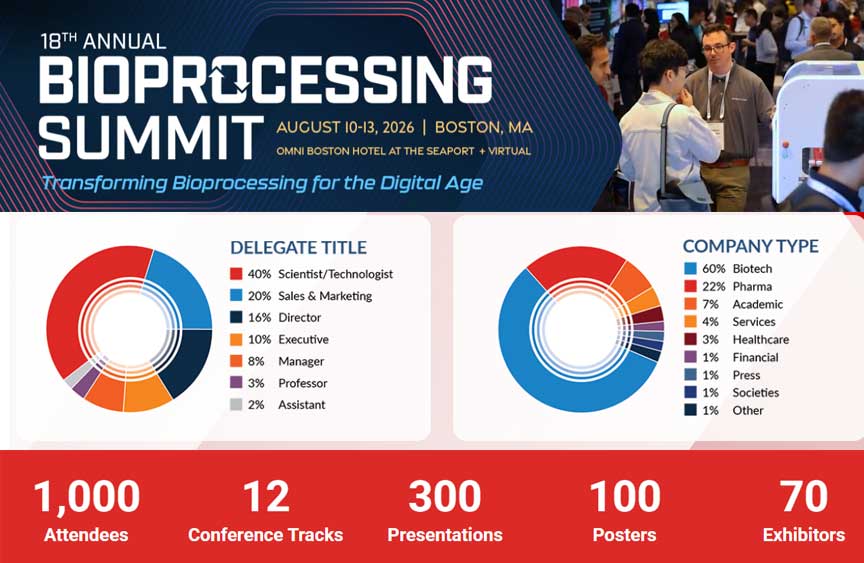
The 18th Annual Bioprocessing Summit is scheduled to take place August 10–13, 2026, at the Omni Boston Hotel at the Seaport in Boston, USA.As a flagship event on Boston’s summer biopharmaceutical calendar, the 2025 edition attracted approximately 2,000 to 3,000 registrants, including professionals from the global biopharmaceutical, CDMO, analytical instrumentation, raw materials, and regulatory consulting sectors.
The conference agenda is not designed to cover every topic in the biopharmaceutical field, but rather to precisely focus on the most complex therapies with the greatest CMC challenges: ADCs and next-generation conjugated drugs, RNA/LNP delivery systems, oligonucleotide and peptide CMC, cell and gene therapy, macromolecular biologics processes, and the application of AI and digitalization in bioprocessing.Each area features dedicated forums on CMC, analytics, and process development, with “CMC for ADC & Next-Generation Conjugates” and “Oligonucleotide and Peptide CMC and Manufacturing” serving as two flagship sessions.
| Agenda Tracks | Core CMC Topics | Target Audience |
| ADC & Next-Gen Conjugates | DAR control, coupling uniformity, linker stability, and safety of highly active payloads | CMC, Analytics, Quality, CDMO |
| RNA/LNP & Oligonucleotides | Synthesis Scale-Up, Impurity Profiling, LNP CQA, Batch-to-Batch Consistency | Process Development, Analytical, Supply Chain |
| Peptide CMC | Solid-Phase/Liquid-Phase Synthesis Scale-Up, Purification Strategies, Residue Control | Process Development, QA, Regulatory Affairs |
| Cell & Gene Therapy | Starting Material Control, Batch Success Rate, Automated Closed Systems | CMC, Quality, Operations |
| AI & Digital for CMC | Process Monitoring, Anomaly Detection, ML Model Interpretability | Process Development, Data Science, Quality |
This agenda structure sends a clear message: the 2026 Bioprocess Summit is asking, “Can these therapies be produced consistently?” For attendees, this means you don’t need to spend time listening to basic introductions that can be found on the official website or in press releases. Your time should be spent on sessions that discuss real manufacturing challenges.
1.1.1 Why This Summit Is Better Suited for a “Pre-Conference Intelligence Guide” Than a Typical Industry Summit
Typical industry summits usually follow a standard format: keynote speeches outline the industry’s vision, breakout sessions cover technical advancements, and exhibition areas showcase products and services. The informational value of such conferences lies in their breadth—you can quickly gain a general overview of an industry in two or three days. But The Bioprocessing Summit is structured differently. Each of its thematic forums focuses on manufacturing, process development, analytics, CMC strategy, and quality systems, meaning attendees are there to solve real-world problems.
It is precisely because of this highly specialized focus that it lends itself well to a “Pre-Conference Intelligence Guide.” A good guide should help readers achieve three things:
① Identify the CMC “hard problems” that are truly worth focusing on within each agenda track, rather than merely introducing technical concepts
② Establish a unified decision-making framework that spans technical disciplines, enabling readers to maintain a consistent line of reasoning throughout the four-day conference
③ Provide role-specific recommendations for navigating the conference, helping professionals in R&D, analytics, quality, business development, investment, CDMO, and other roles allocate their time efficiently
The goal of this article is to accomplish these three objectives. It is not intended to promote the conference’s official website—the official site is already doing that. Instead, it helps attendees determine in advance which sessions are worth their time, which questions are worth pursuing on-site, and which information is worth organizing after the conference.
1.1.2 Who Is the Target Audience for This Article?
This article is aimed at a diverse yet like-minded audience. What they have in common is a shared concern for whether complex therapies can be produced consistently, though their perspectives on the matter differ.
| Reader Profiles | Core Concerns | Value Provided by This Article |
| CMC/Process Development Professionals | Process parameters, CQAs, scale-up experience, failure case studies | Technical Validation Framework + Core Question Checklist |
| Analytical/Quality Teams | Analytical methods, impurity control, comparability strategies | Assessment of Analytical Method Suitability + Key Points for Regulatory Communication |
| BD/Strategy Team | Platform Maturity, CDMO Capabilities, Commercial Feasibility | Signals for Platform Assessment + Checklist for Avoiding Misjudgments |
| Investors | Technical Barriers, Cost Structure, Competitive Landscape | Manufacturing Barriers Perspective + Commercialization Validation Issues |
| CDMO/Suppliers | Customer Pain Points, Technological Differentiation, and Demonstration of Service Capabilities | Analysis of clients’ actual needs + exhibition area engagement strategies |
The reason for addressing these different groups in a single article is that, along the path to commercializing complex therapies, they all face the same set of core challenges: Can the process be scaled up? Can quality be controlled? Are the analytical methods robust enough? Is the regulatory pathway clear? Can costs and the supply chain be sustained? The only difference is that each group occupies a different position in this chain of challenges. This article will shift perspectives to ensure that readers from every category can find decision-making tools directly relevant to their work.
1.2 The Logic Behind Attending Conferences in 2026: Less Slogans, More Verification of Manufacturability
If you trace the evolution of conference themes in the biopharmaceutical industry over the past five years, you’ll notice a distinct shift in focus: From 2020 to 2022, the key term was “platform breakthroughs”—the success of mRNA vaccines convinced the entire industry that new technology platforms could revolutionize treatment models.From 2023 to 2024, the key term shifted to “pipeline expansion”—with ADCs, bispecific antibodies, cell therapies, and gene editing entering a wide range of new indications. By 2025–2026, the discussion began to shift toward a more practical level: now that the pipelines have expanded, who can actually bring these products to market?
The context for this shift is very real. According to publicly available industry data, at least 15 global ADC programs will enter late-stage clinical trials or the BLA phase in 2024–2025; multiple companies’ RNA/LNP pipelines are expanding from rare diseases to common diseases; and both autologous and allogeneic CAR-T approaches are advancing simultaneously at multiple centers. This means that manufacturing is no longer an issue to be “deferred”—it is now front and center.A project with a flawed CMC strategy—no matter how impressive its clinical data may be—may encounter substantial obstacles during BLA review, process validation, or commercial supply.
Therefore, the approach to attending The Bioprocessing Summit in 2026 should be adjusted: instead of simply asking, “Is this technology trending?” ask, “Does this technology meet the criteria for commercialization?” “Trending” is a judgment at the level of a news headline, whereas “readiness for commercialization” is the criterion professional attendees should adopt. The difference between the two lies in this: the former requires only an exciting concept, while the latter demands a verifiable chain of evidence—ranging from the determination of core quality attributes, to process reproducibility, to the adequacy of analytical methods, to supply chain stability, and finally to the maturity of regulatory communications.
1.2.1 Attendees Should Enter the Conference with Three Questions in Mind
If this article has a core methodology, it is the following three questions. We recommend jotting them down on your flight to Boston and referring back to them repeatedly throughout the conference:
First question: Are the core quality attributes (CQAs) of this therapy clearly defined?
CQA is not an abstract concept filled in on a CMC form; it is the foundation upon which a therapy is defined. If an ADC’s CQA is limited to “DAR values within a reasonable range” without explaining the impact of different DAR ratios on efficacy and safety, then the product’s quality definition is incomplete.Similarly, if the CQAs for an LNP formulation do not cover particle size distribution, encapsulation efficiency, lipid degradation products, and sterility assurance, then its quality control system lacks core dimensions. When listening to presentations during the conference, pay close attention to whether the presenters clearly state what their product’s CQAs are—and why these specific parameters were chosen over others.
Second Question: Can the process scale up from the laboratory to GMP and commercial production?
Many projects that show excellent results in early-stage data encounter problems upon entering pilot-scale scale-up. The reason often lies not in “inadequate technology,” but in the fact that scale-up was not considered from the outset of process design. Laboratory-scale coupling reactions and large-scale GMP production coupling reactions face entirely different challenges regarding impurity profiles, mixing efficiency, temperature control precision, and batch-to-batch consistency.At the conference, you should pay attention to whether the presenter has presented data from pilot-scale or GMP-scale upscaling; whether there is comparable data following process modifications; and whether failed batches were discussed.
Third Question: Do Analytical Methods and Regulatory Interpretations Keep Pace with Product Complexity?
With modern complex therapeutics—such as ADCs, bispecific antibodies, RNA/LNP, and gene-edited cell products—the higher the complexity, the less acceptable it is for analytical methods to simply end with a “pass” result. Analytical methods must demonstrate to regulatory authorities why the product is controllable, why batches are comparable, and why process changes will not affect safety and efficacy.If a presenter merely presents test results without discussing the rationale behind method development, validation data, and limitations, the CMC value of that segment of the presentation is diminished.
1.2.2 How These Three Questions Apply Across ADCs, Nucleic Acid Drugs, and Macromolecular Processes
These three issues may seem abstract, but they can be applied very specifically to each technical area. This is also the underlying structural logic of this article—using a single framework to analyze all areas.
The unique challenge facing ADCs is that they are complexes formed by two molecules (an antibody and a small-molecule payload) linked by a linker. This means they have more CQA dimensions than either antibodies or small molecules alone—DAR distribution, conjugation site selectivity, free drug content, linker stability, aggregation levels, and payload-related impurities—each of which can potentially affect safety and efficacy.During the “CMC for ADCs & Next-Generation Conjugates” session, you should listen to each presentation with the following three questions in mind: Does the CQA definition cover these dimensions? Does process scale-up demonstrate consistency in DAR distribution across different scales? Can analytical methods reliably distinguish between different DAR fractions?
The challenges facing nucleic acid therapeutics (RNA, LNP delivery systems, oligonucleotides) lean in a different direction: platform reusability. Unlike ADCs, which require the conjugation process to be redeveloped for each new target, the ideal scenario for nucleic acid therapeutic platforms is for a single LNP or oligo synthesis platform to support multiple products with different sequences. However, reality is far more complex than this ideal.Different sequences have distinct physicochemical properties, exhibit varying LNP assembly behaviors, and may yield different impurity profiles. Therefore, when addressing issues related to nucleic acid therapeutics, the focus should be on three key questions: Have the Critical Quality Attributes (CQAs) been sufficiently characterized for different sequences? Has the process platform demonstrated transferability across different projects? Can the analytical methods address the specific risks associated with different sequences?
Large-molecule biologics (monoclonal antibodies, bispecific antibodies, fusion proteins) may appear to be the most “traditional” area, but in the context of The Bioprocessing Summit, the focus of discussion has shifted to “whether it is possible to increase expression levels while effectively controlling the impurity profile and ensuring product quality consistency.” The pressure on downstream purification resulting from upstream process intensification (perfusion, high-titer fed-batch), the validation challenges of continuous processing, and the resolution of analytical methods when dealing with complex molecular variants—these are all specific issues worth watching in the field of macromolecular biologics in 2026.
| Technical Directions | Core CQA Challenges | Key Issues in Process Scale-Up | Analytical Method Challenges |
| ADC & Conjugates | DAR Distribution, Free Drug, and Linker Stability | Consistency of Coupling Across Scale-Up | Separation and Quantification of DAR Components |
| RNA/LNP | Particle Size, PDI, Encapsulation Efficiency, Lipid Degradation | Assembly behavior of LNPs with different sequences | Characterization of Lipid Raw Materials and Inter-batch Comparisons |
| Oligonucleotide | Purity of full-length products, impurity profile | Accumulation of impurities during synthesis amplification | Detection of sequence-related impurities |
| Macromolecular Biologics | Aggregates, charge variants, glycan variants | Impact of Upstream Optimization on Downstream Purification | High-Resolution Variant Analysis Methods |
| CGT | Cell Viability, Potency, and Genetic Stability | Control of Variations in Starting Materials | Release Testing Timing and Efficacy Analysis Methods |
In addition to understanding the conference’s focus, attendees must recognize a reality: The Bioprocessing Summit is an extremely information-dense event, where you may face the choice of three concurrent sessions at any given time over the course of four days. Without proper preparation, it is easy to fall into the trap of “rushing from session to session and only skimming the surface.”Each thematic forum features an average of 8–12 presentations. When combined with networking during coffee breaks, interactions at the exhibition area, and browsing posters, the volume of information far exceeds an individual’s processing capacity. Therefore, establishing clear criteria for selecting sessions and a framework for asking questions before the conference is far more effective than deciding which session to attend by flipping through the program booklet on the spot.
A practical strategy is the “three-tier approach”: Download the detailed agenda from the conference website in advance and categorize sessions into “must-attend,” “alternative,” and “skip” sessions. Must-attend sessions should not exceed 3–4 per day—this number is based on the estimated upper limit of “deep attention” in cognitive science.Exceeding this number causes the brain to enter a state of information overload, making it nearly impossible to retain the content heard in the afternoon in long-term memory. For optional sessions, it’s advisable to prepare a question or a key point of interest so that you can still gain valuable insights even if you only attend half the session.
Another perspective worth considering in advance is to view The Bioprocessing Summit as a “cross-section of the industry’s quality systems.”Here, over the course of a few days, you can closely observe how teams from different companies, with different technological approaches, and at different stages of development tackle the same type of CMC challenges. Such opportunities for cross-company and cross-platform comparisons are rare in day-to-day work. For example, you can compare the different technical approaches taken by two ADC companies when facing the same DAR control challenge, or contrast the different process platforms used by three CDMOs in LNP manufacturing—this comparison itself is a concentrated learning experience in industry best practices.
Boston, as one of the world’s key hubs for breakthroughs in biopharmaceuticals, adds unique value to this conference.The Omni Boston Hotel at the Seaport is located in Boston’s Seaport District, surrounded by a concentration of biotechnology companies and research institutions. Breakfasts, dinners, the hotel lobby, and nearby cafés all provide opportunities for informal networking during the conference. Many of the most candid industry discussions often take place outside the formal agenda. If possible, consider reaching out to one or two peers in your area of interest before the conference to arrange a brief face-to-face meeting.
Once you understand the conference’s overall focus, there’s one more preparatory step worth your time: review the agendas and publicly available abstracts from previous editions of The Bioprocessing Summit in advance. This information is typically found in the “Past Events” or “Agenda Archive” sections of the conference website.By reviewing past agendas, you can identify which technical areas are consistently discussed (indicating long-standing industry challenges) and which are emerging (suggesting developing trends). This historical perspective will help you better distinguish between “long-term trends” and “annual hot topics” when attending this year’s event.
Another aspect worth paying attention to in advance is the background of the speakers and moderators. Speakers at The Bioprocessing Summit typically come from the CMC departments of major pharmaceutical companies, the technical teams of well-known CDMOs, former reviewers from the FDA or EMA, and process research teams in academia.Speakers from different backgrounds naturally approach issues from different angles—CMC leaders at pharmaceutical companies focus on integration and coordination, CDMO technical experts focus on process efficiency and success rates, and former regulatory reviewers focus on compliance and risk management. Understanding the speakers’ backgrounds will help you better comprehend the sources of their perspectives and potential biases while listening to their presentations.
One final tip for preparing for the conference: Write down three key questions in advance that you hope to answer by the end of the event. These questions should be closely related to your actual work and sufficiently challenging—for example, “When scaling up our ADC project from laboratory-scale conjugation to pilot-scale, the DAR distribution widened by about 15%. Based on industry experience, what might be causing this? What are some feasible solutions?” These are the kinds of questions that require synthesizing information from multiple presentations to arrive at an answer.By bringing these three questions to the conference, you’ll find that your efficiency in listening to presentations improves significantly—because you’re no longer passively receiving information but actively seeking answers. After the conference, reviewing the quality of your answers to these three questions serves as an intuitive assessment of the event’s value.
Before diving into the core technical discussions in the main body of this article, I’d like to make one more point: the value of this article lies not in telling readers “what’s on the agenda for The Bioprocessing Summit”—that information is already available on the official website—but in helping readers develop a set of technical evaluation tools they can actually use on-site at the conference. If you walk into the Omni Boston Hotel at the Seaport on August 10 with the evaluation framework outlined in this article in mind, the half-hour you spend reading it will yield a return many times over during the four-day conference.
Before moving on to Chapter 2’s in-depth analysis of Q2 hot topics, I’d like to take a moment at the end to add an important point: The Bioprocessing Summit will be particularly important in 2026 not only because manufacturing challenges are increasing, but also because the industry is undergoing a structural shift toward “cost sensitivity.”Over the past few years, pressure on drug prices from healthcare payment systems around the world has continued to mount—the U.S. Inflation Reduction Act (IRA)’s authority to negotiate Medicare drug prices, increasingly stringent cost-effectiveness reviews under Health Technology Assessment (HTA) in European countries, and the normalization of medical insurance negotiations in China—all of these are driving biopharmaceutical companies to re-examine the question of “the commercial viability of complex therapies.”If the industry consensus five years ago was that “as long as efficacy is good enough, cost is not an issue,” the consensus in 2026 is shifting toward “efficacy is a prerequisite, but cost determines whether a product has commercial value.” This shift toward cost sensitivity has elevated the role of CMC from “back-end support” to a “front-end competitive factor”—because manufacturing process efficiency is one of the most fundamental levers for controlling costs.At this conference, you will sense this new cost consciousness in the discussions of many presentations.
Finally, it’s worth noting that Boston, as the host city of The Bioprocessing Summit, embodies a vibrant atmosphere of global breakthroughs in the biopharmaceutical industry.If time permits before or after the conference, you can visit places like MIT’s Koch Institute or Harvard’s Wyss Institute to experience the ecosystem of interaction between academia and industry—provided, of course, that it does not detract from your focus during the conference. The conference itself is already highly information-dense, so it is not recommended to let “casual sightseeing” distract you from the main event.
From an industry trends perspective, several key signals from the first half of 2026 are worth digesting before the conference. The oncology data on GLP-1 agonists presented at ASCO 2026 had an impact far exceeding expectations—beyond weight loss and diabetes, GLP-1 is rapidly expanding into multiple areas, including adjuvant cancer therapy, cardiovascular protection, and non-alcoholic steatohepatitis (NASH/MASH).The direct consequence of this pipeline expansion is a surging demand for GLP-1 APIs and peptide manufacturing capacity. If you attend the Peptide CMC session at The Bioprocessing Summit, this issue is almost certain to be discussed repeatedly.
Another signal worth watching in advance comes from the ADC space.In the first half of 2026, several next-generation ADCs—including dual-payload ADCs, dual-epitope ADCs, and immunostimulatory conjugates—will enter or are about to enter the clinical phase. The challenges these new modalities pose to conjugation processes, analytical methods, and quality standards are far beyond those of traditional ADCs. When hearing about these cutting-edge cases at the conference, having prior knowledge of their technical characteristics will make your learning efficiency an order of magnitude higher.
There is another change that is easily overlooked but has far-reaching implications: the structural adjustment of global CDMO production capacity.Over the past two years, several leading CDMOs have announced large-scale capacity expansion plans, while some small and medium-sized CDMOs have scaled back operations due to insufficient orders. What does this polarized landscape signify? For biotech companies, selecting the right CDMO partner is shifting from a question of “whether capacity is sufficient” to one of “whether technical capabilities align.” The exhibition area and CDMO roundtable discussions at The Bioprocessing Summit provide an ideal opportunity to directly compare the technical capabilities of various CDMOs.
| Key Changes in the First Half of 2026 | Impact on Bioprocessing | Key Agenda Items for Attendees |
| GLP-1 Expanding into Oncology | Surge in Demand for Peptide API Capacity; Scale-Up of Solid-Phase/Liquid-Phase Synthesis | Peptide CMC & Manufacturing |
| Next-Generation ADCs Enter Clinical Trials | Demand for Dual-Payload Coupling Processes and Novel Analytical Methods | CMC for ADCs & Next-Generation Conjugates |
| Polarization of CDMO Production Capacity | Biotech Companies Shift from ‘Capacity-Driven’ to ‘Technology-Matching’ Approaches When Selecting CDMOs | CDMO Sessions and Roundtable Discussions in the Exhibition Area |
| Advancing RNA Platforms Across Multiple Indications | Diversification of LNP Formulations Requires Expansion of the CQA System | RNA/LNP Process Development |
Key Takeaways for This Section: The core value of The Bioprocessing Summit 2026 lies in helping attendees establish a systematic framework for evaluating which CMC hurdles must be overcome as cutting-edge technologies progress from scientific concepts to manufacturable products. Before the event, attendees are advised to spend 30 minutes jotting down their top three CMC concerns and use these questions as a guide when attending presentations and engaging in discussions.Within 48 hours after the event, review these three questions to assess whether you’ve gathered enough information to form a judgment. It’s okay if you can’t remember every detail, but you should at least be able to accurately identify 1–2 manufacturing bottlenecks and 1–2 solutions currently being tested by the industry for each technical direction. This habit will increase the efficiency of your conference experience several-fold.
2.0 The Real Takeaway from Q2 Hot Topics at biotech events boston: The Bigger the Clinical Story, the Sooner CMC Pressure Emerges

In the second quarter of 2026, one of the biggest talking points in the biopharmaceutical industry was the unexpected breakthrough of GLP-1 in oncology. At the 2026 ASCO Annual Meeting, several large-scale real-world studies linked GLP-1 receptor agonists to reduced cancer risk, sparking an interdisciplinary discussion that spanned from metabolic medicine to oncology, and from clinical researchers to the strategic levels of pharmaceutical companies.However, this article introduces this hot topic to illustrate one key point: when a drug class enters more complex indications and combination therapy scenarios, manufacturing, quality, supply chain, and regulatory issues are magnified at an earlier stage. If you can decipher the CMC implications behind this case, you will understand why the rationale for attending The Bioprocessing Summit in 2026 has shifted from “observing trends” to “validating commercialization capabilities.”
2.1 GLP-1’s Breakthrough into Oncology Signals a Redrawing of Therapeutic Boundaries
According to data presented during the 2026 ASCO meeting, GLP-1 receptor agonists demonstrated a significant association with the risk of cancer progression in multiple large-scale real-world studies:Among patients with obesity-related cancers, the use of GLP-1 receptor agonists was associated with a 38% to 50% reduction in the risk of advanced metastasis; in patients with tumors exhibiting high GLP-1R expression, a statistical signal indicating an approximately 33% reduction in overall mortality risk was observed. These data suggest several scientific possibilities worthy of attention: GLP-1R expression in certain tumor types may have prognostic or predictive value;the anti-inflammatory and immunomodulatory effects of GLP-1 agonists may exert an influence in the tumor microenvironment; and “metabolic oncology,” as an emerging interdisciplinary field, is gaining clearer clinical evidence to support its validity.
However, it is important to make a key distinction here: correlation does not imply causation, and real-world data cannot replace randomized controlled trials. Current data suggest that GLP-1 agonists may have potential value in cancer prevention or adjuvant therapy, but these findings need to be further validated through prospective clinical trials.The intensity of industry discussion stems primarily from two aspects: First, the expansion of GLP-1 from purely metabolic drugs into the field of oncology opens up possibilities far beyond the weight-loss market; second, this also means that if GLP-1 agonists are to truly enter the oncology setting—whether as a preventive strategy or as a component of combination therapy—their CMC requirements will face a systematic upgrade.
This is not simply a matter of “adding an indication.” The CMC framework for GLP-1 in diabetes and weight loss is already relatively mature: there are clear industry standards for peptide synthesis, purification, formulation, and release testing. However, entering the oncology setting will entail increased CMC complexity across at least the following areas:
① Compatibility studies for combination therapy: In oncology, GLP-1 is likely to be used in combination with immune checkpoint inhibitors, chemotherapy, or targeted therapies. This necessitates evaluating physicochemical compatibility, stability across different routes of administration, and the impact of combination regimens on product quality attributes.
② Stricter impurity control requirements: Tolerance and risk-benefit assessments for oncology patient populations differ from those for patients with metabolic diseases; stricter control limits may be required for sequence-related impurities, residual solvents, and degradation products during peptide synthesis.
③ Complexity of the supply chain and distribution: If the application shifts from large-scale outpatient weight-loss settings to oncology treatment settings, cold-chain requirements, delivery timelines, and inventory management strategies will need to be reevaluated.
④ Differences in regulatory pathways: CMC requirements for GLP-1 in oncology may vary across regions, necessitating the establishment of a multi-regional CMC strategy for regulatory submissions at an early stage., a recurring theme at the bioprocessing summit 2026 edition.
2.1.1 Do Not Treat GLP-1 as an Isolated Trend
Media coverage of GLP-1 discussions at ASCO often simplifies the topic to “weight-loss drugs can also fight cancer,” but the industry should truly focus on the deeper shift it reflects: the relationships between metabolism, inflammation, immunity, and oncology are being redefined.
Over the past decade or so, the main trajectory of oncology has been relatively clear—from chemotherapy to targeted therapy, and then to immunotherapy. Each stage has represented a step forward, but the underlying logic behind these advances has been “directly attacking tumor cells or their immune evasion mechanisms.”The new perspective offered by GLP-1-related data is that the host’s metabolic state and chronic inflammatory environment may themselves be core drivers of tumor initiation and progression. If this hypothesis is supported by further evidence, future cancer treatment strategies may expand from “directly attacking the tumor” to “modulating the tumor’s host environment.”
The potential impact of this shift in perspective on CMC and manufacturing is far-reaching. If metabolic regulation becomes part of standard oncology treatment, we may see a large number of clinical trials for combination therapies over the next decade—such as GLP-1 + PD-1, GLP-1 + ADC, and metabolic modulators + cell therapy.Each combination therapy will raise new CMC challenges: How should the compatibility of different products be assessed? How can stability data be obtained following co-administration? How can the supply chains for two different classes of drugs be coordinated? These are practical issues that the manufacturing sector must address in advance.
| Dimensions of Change | Current Status | Potential Directions for CMC Upgrades if GLP-1 Enters Oncology |
| Production Scale | Already adapted to meet the market demand for large-scale weight reduction | May require the addition of dedicated oncology production lines or an evaluation of shared-line strategies |
| Quality Control | Risk Assessment Based on Metabolic Diseases | Must be upgraded to oncology-grade impurity control and release standards |
| Formulation Development | Primarily single-agent subcutaneous injection | Compatibility and stability of combination formulations must be evaluated |
| Supply Chain | Outpatient pharmacies + retail channels | Must be compatible with oncology center distribution systems and cold chain management |
| Regulatory Strategy | Metabolic Disease Registration Pathway | Need to establish a modular CMC submission strategy for multiple indications |
2.1.2 How This Case Study Relates to the Theme of The Bioprocessing Summit
The connection between the GLP-1 example and The Bioprocessing Summit is not far-fetched—they share a core logic: as the scope of clinical applications expands, the back-end manufacturing system must evolve in tandem. The potential pathway for GLP-1 to move from metabolic medicine to oncology essentially faces the same challenges as those discussed at the conference regarding ADCs, nucleic acid therapeutics, and CGT: after a hot technology generates better-than-expected clinical data, can the CMC team keep pace?
From the perspective of GLP-1, if clinical development for oncology indications begins, the CMC team will need to address questions such as: Can the peptide synthesis process maintain consistent impurity profiles across different scales? Can analytical methods meet the stricter limits required in oncology settings? Are the formulations and delivery devices suitable for oncology applications?These questions are familiar to attendees of The Bioprocessing Summit—they have repeatedly surfaced in payload control for ADCs, oligo synthesis scaling for nucleic acid therapeutics, and particle size control for LNPs.
This is why this article introduces the GLP-1 topic: it provides a CMC mindset exercise that spans multiple technical disciplines. If you can understand what the shift from weight loss to oncology implies in terms of CMC upgrades for GLP-1, you’ll be able to assess on-site whether an ADC platform, an RNA/LNP technology, or a CGT process is ready to meet real-world commercialization requirements. The value of The Bioprocessing Summit 2026 lies precisely in providing attendees with the insights needed to make such judgments.
2.2 Industry Consensus for 2026 Based on Q2 Hot Topics: Commercialization Capability Is Becoming a Competitive Barrier
The GLP-1 case is not an isolated phenomenon. If we connect the discussions from several key conferences in Q2 2026, a common industry consensus is emerging: in the coming years, there will be many companies capable of articulating sound mechanisms, but those capable of stably manufacturing complex products will be even scarcer. This is not an exaggeration—it is the direction indicated by the competitive landscape across multiple therapeutic areas.
In the ADC sector, more than 15 ADCs have already been approved or are in the BLA stage globally. Competition for first-generation ADCs primarily revolved around targets and payloads—whoever selected a good target or used a sufficiently potent payload gained a first-mover advantage.But by 2026, the range of options for targets and payloads is narrowing, and the factors that truly set companies apart are shifting toward CMC and manufacturing capabilities. An ADC platform capable of consistently controlling DAR distribution, safely managing highly active payloads, and maintaining coupling uniformity across different scales will have greater long-term competitiveness than an ADC pipeline that relies solely on target differentiation.
In the field of nucleic acid therapeutics, the success of mRNA vaccines in combating COVID-19 has validated the feasibility of LNP delivery technology. However, the subsequent industry reality is that when the same LNP technology is adapted for rare diseases, cancer vaccines, or gene editing delivery scenarios, it faces entirely different CMC requirements.Different mRNA sequences exhibit varying LNP assembly behaviors; different indications have different tolerances for lipid raw materials; and different dosages and administration frequencies impose distinct stability requirements. Companies that rely solely on generic LNP formulations spend a significant amount of time redeveloping processes for new projects—whereas those capable of reusing their LNP platforms across different projects experience a fundamental difference in pipeline advancement speed.
In the field of CGT, the efficacy of autologous CAR-T therapy for hematologic malignancies has been well established, but the bottlenecks in commercialization have also been fully exposed: significant variations in the quality of starting materials (the patient’s own T cells), complex and highly personalized production processes, high batch failure rates, time-consuming release testing, and costs that often run into the hundreds of thousands of dollars. These issues raise questions about the feasibility of commercialization. A process capable of reducing batch failure rates through an automated, closed system holds greater commercial value than a manual process that can only be operated in small-scale academic centers.
2.2.1 Clinical Data Is Just the Starting Point; CMC Determines How Far a Project Can Go
In the biopharmaceutical industry, the release of clinical data often attracts enormous attention—Phase I ORR, Phase II PFS, and Phase III OS—these figures are the focus of capital markets and the media. However, years of industry experience have repeatedly confirmed a pattern: the CMC workload that lies between a project’s “promising data” and “product launch” is often severely underestimated.
Specifically, when a project moves into broader indications, more complex combination therapies, or higher commercialization expectations, the requirements in the following areas increase simultaneously:
① Manufacturing consistency: Batch-to-batch variability in large-scale commercial production must be controlled to a level far lower than that of early-stage clinical batches
② Quality attributes—as more clinical data is accumulated, the definition of Critical Quality Attributes (CQAs) may be re-evaluated and tightened
③ Analytical methods: These must be upgraded from “sufficient” to “adequate” to meet the requirements of process validation and comparability studies
④ Supply chain—capacity must be scaled up from supporting dozens of clinical centers to supporting hundreds or even thousands of commercial distribution points
⑤ Cost structure: A shift is required from “producing the drug at any cost” to “controlling unit costs while ensuring quality”
None of these upgrades is a simple linear scale-up. Issues that may arise during process scale-up—such as increased aggregation, impurity accumulation, mixing inconsistencies, and temperature control deviations—cannot typically be fully anticipated during the process development phase; they must be identified and resolved through real-world scale-up experience. This is why presentations at The Bioprocessing Summit that feature data from pilot-scale and GMP scale-up trials are more valuable as references than those based solely on laboratory data.
2.2.2 Attendees Should Learn to Listen for the “Production Issues Behind the Presentations”
Many attendees have a habit of quickly jotting down company names, technology names, and key data while listening to presentations, then taking photos of the slides. While this information is certainly useful, it is not enough. At a professional conference like The Bioprocessing Summit, what truly distinguishes one’s level of expertise is the ability to discern what the presentation did not say.
Specifically, when listening to any process-related presentation, try to probe for information on the following levels:
① Has this platform been operated at pilot or GMP scale? How many batches have been run?
② Were analyses of failed batches presented? What were the causes of failure? How were they subsequently resolved?
③ What changes were made to the process from early-stage to late-stage development? Are there comparable data available after these changes?
④ Was the quality control system developed independently, or was it based on an existing platform? Are there records of communications with regulatory authorities?
⑤ If a CDMO is involved, what specific role did the CDMO play in this project? Was a customized process plan developed?
If a 30-minute presentation fails to address any of the above questions and merely presents technical principles and a rosy vision—then the informational value of that presentation is limited for you, unless you are encountering this technical field for the first time. For experienced CMC and process professionals, the real value often lies in the Q&A session—that is where presenters inadvertently reveal their practical experience.
| Levels of Engagement in Presentations | Typical Behavior | Informational Value | Recommendations |
| Surface Level | Taking notes on PowerPoint slides and company names | Low—This information is typically publicly available | Instead of taking photos, jot down key terms for later search |
| Analysis Level | Ask yourself: What does this data indicate? | Medium—Helps you understand the meaning of the data | Compare it with your project to identify gaps or reference points |
| Probing Layer | What the speaker didn’t say—follow-up questions during Q&A | High—Gain practical insights not shared publicly | Prepare a list of questions; use coffee breaks and the exhibition area to network |
| Integration Level | Linking information across reports to form a judgment | Top Priority—Establish Your Own Technical Evaluation System | Spend 30 minutes after each daily meeting organizing your notes |
From an industry perspective, the reason why the discussion of GLP-1 in oncology deserves to be highlighted in this article stems from a more specific industry context: 2026 marks a year of accelerated “cross-disciplinary combination therapy” trends in the biopharmaceutical industry. This extends beyond GLP-1 combined with immunotherapy to include ADC combined with immunotherapy, RNA vaccines combined with cell therapy, and gene editing combined with stem cell therapy—combination therapy strategies are expanding from a few indications to multiple therapeutic areas.Each instance of cross-disciplinary combination therapy exponentially increases the demands on manufacturing and quality systems.
Take the combination therapy of ADCs and immune checkpoint inhibitors as an example: each drug has its own independent CMC system.However, when they are administered to the same patient, the quality team must address questions such as: “Do safety data support the combined use of these two drugs?” “Is there a risk of cross-contamination in the manufacturing process (if produced at the same facility)?” and “Can the supply chains for both drugs be synchronized and coordinated during clinical trials?” These issues are not typically raised within the CMC framework for a single drug, but in a combination therapy scenario, they become matters that must be planned in advance.
From an investment perspective, a notable trend in 2026 is that capital markets are becoming increasingly sensitive to CMC issues. In recent years, several cases where drugs with strong clinical data were delayed or rejected at the BLA stage due to CMC issues have led investors to realize that CMC is not something that can be “addressed later.”Some experienced biopharma VCs have already begun incorporating CMC assessments into their due diligence processes, including reviewing the quality of CDMO partnerships, the status of process validation, the maturity of analytical methods, and records of regulatory communications. If you are attending The Bioprocessing Summit as an investor, this conference is effectively helping you build independent CMC evaluation capabilities, allowing you to assess manufacturing risks without relying solely on information provided by company management.
For business development (BD) teams, the biopharmaceutical deal market in 2026 is undergoing a structural shift: “buying technology” is giving way to “buying manufacturing capabilities.” When a large pharmaceutical company evaluates a business development opportunity for an ADC or nucleic acid drug asset, technological differentiation is certainly a fundamental consideration, but an increasing number of deal teams are beginning to require counterparties to provide complete CMC data packages and CDMO contract details.An asset that has demonstrated excellent data in Phase I clinical trials but has a weak CMC data package may face a valuation discount of up to 20–30% at the BD negotiating table—based on industry observations from multiple transaction cases over the past few years.
From the GLP-1 case, we can also distill a mindset that is particularly useful for CMC professionals: whenever you see news of a “clinical breakthrough,” try asking yourself three CMC questions—(1) What new requirements does this new indication place on CMC?(2) Can the current manufacturing system meet these new requirements? (3) If not, how much investment and how much time will it take to upgrade? This habit will gradually cultivate a kind of “CMC intuition”—while others are still excited about the clinical data, you’ve already run through a feasibility analysis of the manufacturing side in your mind.
Cultivating this “CMC intuition” is precisely where the value of specialized conferences like The Bioprocessing Summit lies. After intensively attending ten CMC presentations over two days, your brain will automatically begin recognizing patterns—“This issue is somewhat similar to the one that speaker just mentioned,” or “That company’s solution is essentially the same as the problem we encountered six months ago.” This ability to identify patterns across different cases is difficult to acquire by simply reading literature from an office desk.
From a broader industry perspective, the discussion of GLP-1 in oncology also touches on a deeper issue: as a drug’s indications expand, its “product identity” also changes. A GLP-1 product approved as a “weight-loss drug” has a CMC system established based on the scenario of “large-scale outpatient use.”If the same product is to be used in the context of “patients with advanced cancer”—where the patient population is more vulnerable, combination therapy is more complex, and risk-benefit assessments are stricter—then the product’s CMC framework needs to be re-evaluated. This concept of “product identity transformation” applies not only to GLP-1: any drug expanding from one indication to another requires an assessment of whether its existing CMC framework remains adequate.
For colleagues attending The Bioprocessing Summit, the most practical takeaway from the GLP-1 case may be this: when reviewing a presentation on any technical topic, try to project it onto a broader indication scenario to evaluate its applicability. For example, when listening to a presentation on ADCs, don’t just ask, “Can this ADC be produced stably for its current indication?” but also consider, “If this ADC were to be used in the future for adjuvant or first-line therapy—which would entail larger scales, longer treatment durations, and stricter safety requirements—would the current CMC strategy hold up?” This mindset of “future stress testing” is the defining characteristic that distinguishes tactical-level CMC thinking from strategic-level CMC thinking.
Before moving on to the ADC section, I’d like to add one more perspective regarding GLP-1 and Q2 hot topics: the “multiplier effect” of combination therapy trends on CMC. The “multiplier effect” refers to the fact that when two drugs from different classes are used in combination, CMC complexity can give rise to unexpected new issues.For example: if GLP-1 is co-administered with an ADC, it is not enough to evaluate the stability of these two drugs individually—it is also necessary to assess their physicochemical compatibility in the same infusion bag (if co-administered via infusion), whether potential pharmacokinetic interactions in the patient’s body affect their respective CQAs, and the synergy between the two drugs’ supply chains at the clinical trial execution level.There are currently no established industry guidelines for these “cross-product CMC issues,” but they have already emerged in actual clinical trials of combination therapies. When attending the conference, if you hear a speaker mention CMC experiences related to combination therapy in any technical session, we recommend taking special note—this represents the cutting edge of industry knowledge.
When expanding the discussion from GLP-1 to ADCs, nucleic acid therapeutics, and CGT, there is an industry rule worth remembering: the more complex the technology, the higher the proportion of the overall project timeline dedicated to CMC. For traditional small-molecule drugs, CMC may account for 10–15% of the time and effort required from IND to NDA. For monoclonal antibodies, this proportion may rise to 20–25%.For ADCs, bispecific antibodies, RNA/LNP, and CGT products, the CMC proportion may reach as high as 30–40% or even more—because every manufacturing step can become a bottleneck, and every quality attribute can become a focus of regulatory review. This means teams need to allocate sufficient time and resources to CMC right from the project planning stage. This pattern regarding time allocation is a fundamental concept that all attendees of The Bioprocessing Summit should internalize.
From the discussion on GLP-1’s expansion into oncology, we can also distill a thinking tool that is particularly worth the time investment for CMC practitioners: “CMC Prospective Analysis.”Here’s how to use this tool: Whenever you see new clinical evidence emerging for any therapeutic direction (whether positive or negative), quickly run through the following scenario in your mind: “If this clinical evidence drives this direction into broader clinical development within the next 2–3 years, what preparations does the CMC team need to make in advance?” This forward-looking mindset can help CMC teams shift from “passively responding to clinical needs” to “proactively anticipating clinical trends”——which is precisely one of the core competencies that professional conferences like The Bioprocessing Summit help attendees develop.
The reason GLP-1 data at ASCO 2026 sent shockwaves through the industry was not merely because the efficacy data looked promising. The deeper reason is that it transformed GLP-1 from a drug for metabolic diseases into a potential platform molecule. When a single molecule demonstrates clinical benefits across multiple indications—including weight loss, diabetes, cardiovascular disease, MASH, and adjuvant cancer therapy—the downstream manufacturing system must be prepared to meet massive demand.
From a CMC perspective, the manufacturing challenges of GLP-1 agonists are entirely different from those of traditional small molecules. Although solid-phase peptide synthesis (SPPS) is a mature technology, when the demand per batch jumps from grams to kilograms or even metric tons, every aspect—from reactor size and resin loading capacity to solvent recovery and purification yield—faces nonlinear scaling challenges. This requires a complete redesign of the entire synthesis and purification workflow.
Compounding the complexity, GLP-1 drugs are evolving from single-target to multi-target approaches and from natural sequences to structurally modified forms.Every structural change—such as the introduction of non-natural amino acids, fatty acid chain modifications, or PEGylation—may introduce new profiles of process impurities and stability risks. The Peptide CMC Forum at The Bioprocessing Summit is one of the few venues where cutting-edge manufacturing issues—including GLP-1, GIP/GLP-1 dual-target, and oral peptides—are discussed simultaneously.
| Dimensions of GLP-1 Manufacturing Challenges | Comparison with Traditional Small Molecules | CMC Response Strategies |
| Synthesis Scale | Linear Scale-Up of Chemical Synthesis | Hybrid SPPS/LPPS Routes and Continuous-Flow Synthesis |
| Impurity Control | Primarily Organic Impurities | Multidimensional control of missing peptides, inserted peptides, diastereomers, and aggregates |
| Analytical Characterization | Primarily HPLC | UPLC-MS/MS, ion mobility spectrometry, circular dichroism spectroscopy |
| Supply Chain | Active Pharmaceutical Ingredients (APIs) + Excipients | End-to-end quality control for protecting groups, resins, and cleavage reagents |
Another hot topic that garnered attention at ASCO 2026 was the exploration of CAR-T therapy for autoimmune diseases. Although this is still in a very early stage, once autoimmune indications are validated, the scale of CAR-T production will jump from the current level of several thousand cases per year to tens of thousands or even hundreds of thousands of cases per year.The current autologous CAR-T manufacturing model—characterized by a “one patient, one batch” approach, a high proportion of manual operations, and long production cycles—clearly cannot support this scale. Discussions at the conference regarding automated closed systems, allogeneic CAR-T, and in vivo CAR-T manufacturing essentially all addressed the same question: Can the “artisanal model” of CGT manufacturing be upgraded to an “industrial manufacturing model”?
Beyond the GLP-1-related discussions, another key theme to watch in Q2 2026 is the implementation of AI-driven protein design in CMC. Several companies presented the use of generative AI to design protein sequences with specific stability and expressibility—if these new sequences can be successfully scaled up to GMP levels, they will directly transform the traditional model of biopharmaceutical CMC. However, the gap between “designability” and “manufacturability” remains vast.At the Summit, if such case studies are presented, a key question to ask is: What are the expression titers and aggregation tendencies of these AI-designed proteins in actual fermentation or cell culture? How much do the algorithm-predicted stability values differ from the experimentally measured Tm values?
Key takeaway from this section: The true significance of GLP-1’s breakthrough into oncology serves as a reminder to the industry that every expansion of clinical scope adds another layer of pressure to the back-end CMC system. The Bioprocessing Summit is one of the few industry events that helps you systematically address these pressures.Before attending, take a moment to identify which stages of your project might face CMC bottlenecks due to accelerated clinical progress—are analytical methods falling behind? Is the supply chain unprepared? Or is there a lack of scale-up experience? Attending the summit with this checklist in hand will be far more useful than going in with the vague goal of “understanding industry trends.”
3.0 ADCs and Next-Generation Conjugated Drugs at biotech events boston: The Real Competition Has Shifted to “Manageable Complexity”

ADCs (antibody-drug conjugates) have been one of the most intensely researched areas in the biopharmaceutical industry over the past five years. By mid-2026, more than 15 ADCs had received approval from the FDA or other major regulatory agencies, with dozens more in late-stage clinical development.Competition in the first generation of ADCs was primarily driven by target selection and payload differentiation—the sequential approvals of ADCs targeting HER2, Trop-2, Nectin-4, CLDN18.2, and other targets demonstrated the broad applicability of this technology across different tumor types.
However, by 2026, competition in the ADC space had entered a new phase. The scope for differentiation in terms of targets and payloads was narrowing, and the true competitive barrier was shifting from “which target and payload to choose” to “whether the conjugation process can be effectively controlled.” At the heart of this shift lies the fact that ADCs are inherently complex products—they are composite systems that require precise control over the conjugation site, the number of conjugations, linker behavior, and the impurity profile. This shift will be fully explored in the “CMC for ADC & Next-Generation Conjugates” session at The Bioprocessing Summit.
For attending CMC and process development professionals, the most valuable insights in the ADC track will come from presenters’ specific strategies for addressing the following challenging questions: How wide is the control window for DAR distribution? How is conjugation site selectivity validated? Is there sufficient data to support linker stability in plasma and the tumor microenvironment? How are manufacturing facilities for highly active payloads designed? These questions may sound like technical details, but they are the core building blocks of ADC commercialization capabilities.
3.1 When Attending ADC Sessions, Shift Your Focus from the “Efficacy Narrative” to “Product Challenges”
The “efficacy narrative” for ADCs has been repeated ad nauseam over the past few years—higher DAR leads to stronger antitumor activity, site-specific conjugation technology improves homogeneity, and cleavable linkers release the payload in the tumor microenvironment—you’ll see these claims in the vast majority of ADC-related presentations or articles. But they describe an ADC at the conceptual level, not an ADC product that is stably manufactured in a GMP facility.
The “CMC for ADC & Next-Generation Conjugates” session at The Bioprocessing Summit focuses precisely not on those concepts, but on the unavoidable CMC challenges you’ll encounter when moving an ADC from the lab to commercialization.Speakers at the event are unlikely to spend time explaining “what an ADC is”—they will assume the audience already understands the basic concepts and dive straight into specific discussions on process development, scale-up, analytical methods, and quality control. This is precisely where the value of such specialized conferences lies: they serve professionals who have already mastered the basics and need to solve real-world problems.
Specifically, in this session, you’re likely to hear discussions on the following topics: Process scale-up of site-specific conjugation technology. While site-specific conjugation can be performed flawlessly at the laboratory scale, ensuring that conjugation site selectivity does not decline in reactors holding hundreds of liters presents a real engineering challenge.Analysis and control of DAR distribution—different DAR components may exhibit distinct pharmacokinetic and toxicological profiles, so analytical methods must reliably distinguish and quantify these components. Safety in the production of highly active payloads—ADC payloads are typically highly cytotoxic small molecules, and their production requires a comprehensive safety system encompassing facility containment, personal protective equipment, waste disposal, and supply chain management.Stability Assessment of Linker Chemistry—The behavior of the linker in three distinct environments—the bloodstream, the tumor microenvironment, and intracellularly—must be cross-validated using in vitro and in vivo data.
3.1.1 DAR Distribution, Coupling Sites, and Linker Stability
DAR (Drug-to-Antibody Ratio) is one of the most critical quality attributes of an ADC. Each ADC product has a unique DAR distribution—some antibody molecules are linked to 0 small-molecule drugs, some to 2, and others to 4, 6, or even 8. This distribution largely determines the overall efficacy and safety of the ADC.
Risks associated with an excessively high DAR include: increased hydrophobicity leading to a higher tendency for aggregation; accelerated in vivo clearance shortening the half-life; and increased non-specific uptake in normal tissues, which can trigger toxicity.Conversely, an excessively low DAR may result in insufficient payload loading, making it difficult to achieve the therapeutic concentrations required for treatment. An ideal DAR distribution requires striking a balance between the efficacy window and the safety window—a range that must be determined on a case-by-case basis, taking into account target expression levels, payload potency, and linker chemistry.
The choice of coupling site directly affects the DAR distribution and uniformity.ADCs produced by traditional lysine conjugation or interchain disulfide reduction-alkylation methods are highly heterogeneous—they exhibit a wide DAR distribution, and different conjugation sites may affect antibody affinity and stability. Site-specific conjugation technologies (such as engineered cysteine insertion, non-natural amino acid incorporation, and enzyme-catalyzed conjugation) can effectively narrow the DAR distribution range and improve product uniformity.However, site-specific coupling techniques also present their own CMC challenges: How can the expression levels and correct folding rates of engineered antibodies be ensured? How can residual enzymes from enzyme-catalyzed coupling be controlled? Are additional purification steps required after coupling? These are all questions worth exploring on-site.
Linker stability is an issue that is often oversimplified in discussions but is actually highly complex. A linker must remain stable in the bloodstream (to prevent premature release of the payload and cause systemic toxicity) while effectively releasing the payload in the tumor microenvironment or intracellularly (to ensure therapeutic efficacy). The balance between these two requirements determines the design logic of the linker chemistry.When listening to presentations on linkers at conferences, the focus should not be on whether “this linker is cleavable or non-cleavable”—that is too basic—but rather on: “Is there consistency between the in vitro stability data of the linker in plasma and the in vivo PK data in animal models or humans? If there is inconsistency, what are the possible causes?”
| Core Quality Attributes of ADCs | Why It Matters | Specific Questions to Ask During the Meeting |
| DAR Distribution | Balancing Efficacy and Safety | Can you present data showing consistency in DAR distribution across different scales? |
| Selective Binding Site | Impact on Homogeneity and Product Definition | What are the efficiency and control strategies for site-specific coupling? |
| Free Drug Content | Unconjugated payload is a source of toxicity | Do the detection limit and quantification limit for free drug meet the requirements for safety assessment? |
| Linker Stability | Determines the spatiotemporal precision of payload release | Are the data on plasma stability and tumor release consistent? |
| Aggregation levels | High-molecular-weight aggregates affect safety and immunogenicity | Does the aggregation level change upon scale-up? How can it be controlled? |
3.1.2 Payload Safety, Impurity Profiles, and High-Potency Manufacturing Environments
There is one aspect of ADC manufacturing that is often overlooked by attendees without a CMC background but is of critical importance: production safety and environmental control for highly active payloads. ADC payloads are typically highly cytotoxic small-molecule compounds, such as auristatin derivatives, maytansinoids, or PBD dimers, whose OELs (Occupational Exposure Limits) are usually in the ng/m³ range. This means that production facilities handling these compounds require design standards that are entirely different from those of other drug manufacturing facilities.
The infrastructure requirements for manufacturing highly active payloads include:
① Isolators or enclosed systems: Operators must not come into direct contact with the payload, and all weighing, dissolution, and transfer operations must be performed in a sealed environment
② A dedicated HVAC system—the air handling system for high-potency areas must be isolated from other areas to prevent cross-contamination
③ Personal protection procedures: Personnel entering high-potency areas must wear fully sealed protective suits and undergo rigorous training on entry and exit procedures
④ Waste inactivation—all waste that has come into contact with highly active payloads, including disposable consumables, cleaning waste liquids, and HAPA filters, must undergo inactivation treatment
⑤ Cleaning validation: The cleaning validation limits for high-potency areas are extremely low (typically at the ppm or ppb level), and analytical methods must have sufficient sensitivity
These facility requirements go far beyond simply “spending money to build a high-potency facility”—they impact CDMO selection, cost structure, production capacity flexibility, and the complexity of technology transfer. Global CDMO capacity for handling high-potency payloads is limited, and schedules are typically very tight.For an ADC company selecting a CDMO, “Does this CDMO have high-potency handling capabilities?” is a mandatory threshold—but this threshold is only the starting point. A more critical assessment—one worth investing time in—is: Which specific payloads has this CDMO handled? Do their cleaning validation data stand up to audit scrutiny? How long is the line changeover time when switching between different projects?
The impurity profile is another issue that requires in-depth attention. The sources of impurities in ADCs are far more diverse than those in pure antibodies or small-molecule drugs: aggregates, fragments, charge variants, and post-translational modification variants in the antibody portion; synthetic byproducts, degradation products, and residual solvents in the payload portion;process-related impurities generated during the coupling reaction, such as unreacted coupling agents, byproducts of side reactions, and free payload-linker intermediates. The identification, characterization, and control of these impurities require a combination of multidisciplinary analytical methods—SEC, CE-SDS, RP-HPLC, HIC, LC-MS, etc.—as well as the ability to interpret the potential impact of each impurity on safety and efficacy.
3.2 Determining Whether an ADC Platform Is Worth Considering Depends on Whether It Addresses These Questions
In this section, we will not discuss the merits of specific companies, but rather provide a framework to help you quickly assess the technical maturity of an ADC platform at a conference. This framework is divided into two dimensions: technical validation and commercial validation. The former is primarily intended for CMC and R&D personnel, while the latter is primarily intended for business development (BD) professionals and investors.
3.2.1 Technical Validation Questions
When listening to ADC-related presentations or engaging with ADC platform teams, the following five technical validation questions are key to determining a platform’s “true capabilities”:
① Is the conjugation process reproducible? This question may seem basic, but it is one of the most challenging issues in ADC manufacturing. Reproducibility refers to whether the DAR distribution and conjugation efficiency remain consistent across different operators, equipment, and batches of raw materials. If there is data on batch-to-batch variability, focus on the magnitude and trends of these variations.
② Is the DAR distribution stable? — Even if the average DAR is consistent, variations in the distribution among different DAR fractions can affect the product’s in vivo behavior. A mature ADC platform should be able to present DAR fraction distribution profiles across multiple batches, rather than simply reporting average values.
③ Is there data supporting the linker’s performance in plasma and the tumor microenvironment? The correlation between in vitro plasma stability studies and in vivo PK/PD data is the core basis for determining whether the linker design is reasonable. If only in vitro data is available without in vivo data (or vice versa), the reliability of the evaluation conclusions will be compromised.
④ Can key impurities be reliably detected? — Free payload, payload-linker intermediates, organic solvent residues, and high-molecular-weight aggregates are the most critical types of impurities in ADCs. It is necessary to confirm whether the analytical methods have sufficient sensitivity, specificity, and reproducibility to quantitatively analyze these impurities
⑤ Are the quality attributes consistent after scale-up? A comparison of data between laboratory-scale (milligram to gram-level conjugation) and GMP-scale (tens to hundreds of grams of conjugation) is key to determining whether a process is scalable. Particular attention should be paid to the direction and magnitude of changes in DAR distribution, aggregation levels, free drug content, and purity following scale-up.
3.2.2 Commercialization Validation Issues
For business development and investment teams, technical feasibility is only the first step. To determine whether an ADC platform can generate true commercial value, the following questions must be addressed:
① Does this ADC platform rely on hard-to-obtain payloads? If the core payload’s synthetic route is lengthy, yields are low, starting materials are limited, or the sole supplier poses a risk of supply disruption, the platform’s commercial viability will be severely constrained by the supply chain. It is recommended to assess whether the payload’s synthesis process has been scaled up across multiple batches and whether there are alternative sources for raw materials.
② Does it require specialized production lines? — The production of highly active payloads requires dedicated facilities. If the company does not have its own high-activity production lines and must rely on a CDMO’s scheduling, both the predictability and flexibility of production capacity will be affected. Understand the company’s strategy for high-activity production capacity (in-house or outsourced? Long-term contracts or on-demand scheduling?).
③ Does the CDMO have experience with similar projects? Not all CDMOs possess ADC manufacturing capabilities. An ADC CDMO must have the ability to produce antibodies, handle highly active small molecules, and perform conjugation; globally, only a handful of CDMOs can provide end-to-end ADC manufacturing services. Determine whether the company’s partner CDMO possesses a complete capability chain from antibody production to conjugation.
④ Will future costs and production capacity limit commercialization? — The unit production cost of ADCs is typically much higher than that of conventional antibody drugs (ranging from several to over ten times higher), which affects pricing flexibility and market access. At the same time, expanding high-potency production capacity involves long lead times and significant investment. If future commercial demand far exceeds current capacity, the difficulty and time required for expansion must be factored into the assessment This concern echoes across every major Boston biotech conference.
| Validation Dimensions | Key Questions | Data Sources | Risk Indicators |
| Technical Reproducibility | Batch-to-batch consistency of DAR distribution and coupling efficiency | Multi-batch GMP production data | Inter-batch DAR fluctuations >10% or trend-based drift |
| Linker Performance | Plasma stability and in vitro–in vivo correlation of tumor release | In vitro plasma experiments + in vivo PK/PD | Inconsistencies between in vitro and in vivo data with no reasonable explanation |
| Impurity control | Sensitivity and reproducibility of core impurity assay methods | Analytical Method Validation Report | Impurity quantification limit exceeds the threshold for safety assessment |
| Supply Chain Safety | Multi-supplier strategy for payloads and linkers | Supplier Audits and Qualification of Alternative Suppliers | Single supplier with no backup plan |
| CDMO Capabilities | CDMO Experience with High-Potency Handling and Scheduling | CDMO Audit Reports and Collaboration History | CDMO has no experience handling similar payloads |
In ADC manufacturing, there is another topic that is often underestimated but has a significant practical impact: the ripple effect of the antibody component’s CMC quality on the overall quality of the ADC. The antibody component of an ADC is not a typical therapeutic antibody—it must meet a series of additional quality requirements even before conjugation. For example, lysine or cysteine residues on the antibody serve as sites for the conjugation reaction, and the accessibility and reactivity of these sites are influenced by the antibody’s higher-order structure. If the antibody undergoes aggregation or misfolding during expression and purification, the homogeneity and safety of the final ADC product will be compromised, even if the conjugation reaction itself proceeds without issues.
This means that ADC antibody production cannot simply adopt the standard CMC strategies used for conventional monoclonal antibodies. Some ranges of variation in Critical Quality Attributes (CQAs) that are acceptable for standard monoclonal antibodies may require stricter control for ADCs.For example, the glycan profile of an antibody—while certain glycan variations may have limited impact on efficacy for conventional therapeutic antibodies—can affect the accessibility and uniformity of the conjugation sites in ADCs, where the antibody undergoes chemical modification. This is why, when evaluating an ADC platform, one cannot focus solely on the conjugation technology; the CMC maturity of the antibody must also be included in the assessment.
Next-generation antibody-drug conjugates—including bispecific ADCs, immunostimulatory ADCs (iADCs), radionuclide-conjugated drugs (RDCs), and degrader-antibody conjugates (DACs)—are further increasing manufacturing complexity.Bispecific ADCs require simultaneous control over the expression, assembly, and conjugation quality of two different antibodies. The payload in iADCs is an immunostimulant rather than a cytotoxic drug, and their safety and efficacy evaluation frameworks differ from those of traditional ADCs. RDCs involve radioligand chelation chemistry and radiation safety management, placing special demands on production facilities and logistics systems.The degradation mechanism of DACs requires the payload to be released intracellularly in a specific manner, posing new challenges for linker design. These emerging trends are appearing with increasing frequency in the ADC track at The Bioprocessing Summit, presenting both challenges and learning opportunities for CMC professionals.
For CDMOs, ADC manufacturing capabilities are becoming a key differentiator. The growth rate of global ADC manufacturing capacity is failing to keep pace with the expansion of drug pipelines, particularly regarding the handling of highly active payloads. Some large CDMOs are investing hundreds of millions of dollars to expand dedicated ADC capacity, but this capacity will not come online until 2027–2028.During periods of capacity constraints, CDMOs with established and validated high-potency production capabilities hold a strong negotiating position in commercial discussions. When interacting with CDMOs in the exhibition area during the conference, it is advisable to directly inquire about their high-potency capacity utilization rates, expansion timelines, and line-changeover cycles—this information is far more meaningful than the total capacity figures presented in promotional slides.
Regarding ADC process development, there is another important lesson worth sharing: do not underestimate the difficulty of process integration. ADC manufacturing involves three distinct process modules—antibody production, payload-linker synthesis, and the coupling reaction—each with its own CMC team and quality standards. When these three modules need to be integrated into a complete ADC production line, interface management becomes an easily overlooked yet highly challenging task.For example, the quality standards of the antibody production team may not account for new requirements imposed by the conjugation reaction on certain quality attributes (such as free cysteine content); the release criteria of the payload-linker synthesis team may not cover the most critical quality metrics for conjugation efficiency (such as batch-to-batch consistency in linker reactivity).When listening to ADC CMC presentations at conferences, pay special attention to whether the speaker discusses their experience with “cross-module integration”—this is often the truest reflection of a team’s ADC CMC capabilities.
If you want to gain a deeper understanding of a company’s ADC platform at the conference, aside from visiting their booth to chat, a more efficient approach is to walk up to the stage immediately after their presentation for a brief discussion.Many presenters stay in the venue for 5–10 minutes after their talk, and conversations during this time are often more candid than those at the exhibition area—because they’ve just finished presenting and their mindset is still in “technical discussion” mode, rather than the “business presentation” mode typical of the exhibition area. You can say directly, “I’m very interested in the XX data you mentioned earlier. Could we talk about it a bit more?” This is far more effective than the generic “Could you tell me a bit about your company?”
Regarding analytical methods for ADCs, there is another important industry trend worth noting: the evolution from “independent analytical methods” to “integrated analytical strategies.” Traditionally, ADC quality control has relied on a series of independently run analytical methods—SEC for aggregation, HIC for DAR distribution, RP-HPLC for free drug, and CE-SDS for purity—with each method addressing only one quality dimension.Integrated analytical strategies aim to obtain information on multiple quality dimensions simultaneously in a single analytical run; for example, using LC-MS to simultaneously obtain DAR distribution, free drug content, and degradation products related to linker stability in a single run.The advantages of this integrated strategy include reduced sample consumption and analysis time, improved data consistency (since all dimensions are derived from a single analysis), and more direct inter-batch comparisons. However, the challenge lies in the increased complexity of method development and validation—you must ensure that a single method covers multiple CQAs while maintaining sufficient sensitivity and specificity for each CQA.
Before concluding the ADC section, I would like to add a perspective from the angle of “industry competition and cooperation”: what the shifting landscape of the ADC CDMO industry ecosystem means for attendees. Over the past two years, the global ADC CDMO landscape has undergone a significant round of capacity expansion and consolidation. Lonza expanded its ADC-dedicated production lines at its Visp facility; WuXi Biologics increased ADC capacity in both Wuxi and Ireland; and Samsung Biologics entered the ADC CDMO market. At the same time, several independent CDMOs specializing in ADC manufacturing were acquired by large CROs/CDMOs.The practical implications of these changes for attendees are as follows: First, the overall shortage of ADC production capacity is expected to ease over the next 2–3 years, but the “ramp-up period” for new capacity (which typically takes 12–18 months from completion to stable operation) means that capacity will remain tight in the near term. Second, the increased number of CDMO options gives buyers more room to negotiate in terms of technological fit, pricing, and service quality.Third, emerging CDMOs may develop differentiated advantages in specific technical areas (such as site-specific conjugation and novel linker chemistry). When engaging with CDMOs in the exhibition area, using these market shifts as context can help you ask more in-depth questions.
Based on hands-on experience in ADC manufacturing, there is one practical issue that is often overlooked: the impact of differences in mixing efficiency across various coupling scales on product quality. Laboratory-scale coupling reactions are typically conducted on a scale ranging from a few milliliters to several dozen milliliters, using magnetic stirrers or small mixers, which ensure high and uniform mixing efficiency. However, when scaled up to several liters to several hundred liters, mixing efficiency depends on reactor design (agitator type, baffle placement, stirring speed) and fluid properties (viscosity, density).If mixing is insufficient, local variations in reactant concentration may lead to a broadening of the DAR distribution or the generation of additional byproducts. This issue is not necessarily discussed directly at conferences (because it is considered too much of an “engineering detail”), but it is precisely one of the common reasons behind the phenomenon in process scale-up where “what works well in the lab goes wrong upon scale-up.”
If we compare the development of ADCs to a growth curve, 2026 is likely to be the inflection point where the curve transitions from the “product diversification phase” to the “process maturity phase.” The core challenge in early ADC R&D was “whether it could be produced at all”—would the linker cleave prematurely, could the toxicity of the payload be controlled, and would the DAR distribution be acceptable? After more than a decade of iterations, relatively mature solutions have been developed for these fundamental issues.The core challenge has now shifted to whether high-consistency ADC products can be stably manufactured under GMP conditions at an acceptable cost.
The emergence of dual-payload ADCs has further complicated this issue of “manufacturability.”Traditional ADCs have only one payload and one coupling site, so analytical methods can be established around two core parameters: DAR and free drug concentration. Dual-payload ADCs have two different payload molecules, which may be chemically linked to the antibody via different linkers. This means it is necessary to simultaneously monitor two DAR values, two free drug concentrations, and the interactions between the two payloads. The workload for analytical methods increases exponentially—far beyond a simple doubling.
Dual-epitope ADCs present a different set of challenges—it is more difficult to control the uniformity of the conjugation sites. Conjugation in single-epitope ADCs typically targets interchain disulfide bonds or engineered cysteines, which are relatively well-defined sites.Biepitope ADCs require simultaneous control of coupling sites on two different antibodies, and since the coupling efficiencies of the two antibodies may differ, the final product is a complex mixture. Given this complexity, process development teams need not only better analytical tools but also a new quality risk management framework.
| Levels of ADC Complexity | Number of Coupling Sites | Key CMC Challenges | Analytical Strategies |
| Traditional ADCs | 1 (interchain disulfide bond or engineered Cys) | Control of average DAR, free drug limit | HIC-HPLC, RP-HPLC |
| Site-Specific ADCs | 1 (engineered binding site) | Precise control of DAR = 2 or 4 | Comprehensive mass spectrometry analysis, peptidome |
| Dual-payload ADC | 1–2 (different payloads) | Independent control of two DAR values; cross-influence between payloads | Multidimensional chromatography + high-resolution mass spectrometry |
| Dual-epitope ADC | 2 or more (different antibodies) | Variations in coupling efficiency, product heterogeneity | SEC-HPLC, CE-SDS, LC-MS |
One often overlooked yet critically important issue is the supply chain security of linker-payload components.ADC linker-payloads are typically highly reactive compounds with complex synthetic routes, small batch yields, and extremely stringent safety requirements. Currently, there are no more than ten CDMOs worldwide capable of stably supplying GMP-grade linker-payloads. As more and more ADC projects enter late-stage clinical trials and commercialization, supply bottlenecks for linker-payloads may become a limiting factor even faster than antibody production capacity. Any discussions at the conference regarding supply chain diversification and second-source strategies warrant close attention.
Key takeaway from this section: The ADC landscape has shifted from “who can make ADCs” to “who can manage the complexity of ADCs.” There are three core criteria for determining whether an ADC platform possesses long-term competitiveness: the ability to control DAR distribution and coupling uniformity; the scalability of linker-payload production in high-potency environments; and the capability to analyze and characterize key impurities.At The Bioprocessing Summit, attendees should focus their questions on these three dimensions—do not settle for presentations claiming “we have a unique technology platform”; instead, assess whether speakers can provide specific batch data, failure case studies, and experience with regulatory communications. Only by bringing back this information can you help your team make substantive technical selection decisions.
4.0 Nucleic Acid Therapeutics, RNA/LNP, and Oligonucleotides at biotech events boston: The Question for 2026 Is “Can the Platform Be Reused?”

Nucleic acid therapeutics have experienced a period of rapid growth following the COVID-19 mRNA vaccines. From 2024 to 2026, various RNA/LNP pipelines are expanding from rare disease indications to more common diseases, while the range of indications for oligonucleotide drugs (ASO, siRNA) continues to broaden.While the capital markets have consistently shown strong interest in this sector, industry discussions are shifting from “what nucleic acid therapeutics can achieve” to “whether nucleic acid platforms can be efficiently reused”—the answers to these two questions will determine the future commercial efficiency of this sector.
Nucleic acid therapeutics differ fundamentally from traditional small-molecule and antibody drugs: in theory, a single platform can support multiple products with different sequences. For small-molecule drugs, switching to a new target means starting from scratch with medicinal chemistry, toxicology, and CMC. For nucleic acid therapeutics, however, if the LNP delivery system and oligo synthesis platform are sufficiently versatile, changing a sequence requires only replacing the nucleotide sequence in the coding region—which, in theory, can reduce development timelines and costs to a fraction of those for traditional drugs. But “in theory” is the key phrase here.In reality, differences in the physicochemical properties of different sequences, varying requirements for delivery efficiency and targeting across different indications, and differing CMC requirements for nucleic acid therapeutics imposed by various regulatory agencies all make the path from theory to practice for “platform reuse” appear more complex than expected.
4.1 The challenges in commercializing nucleic acid therapeutics often lie not in the concept itself
The concept of nucleic acid therapeutics is highly compelling—an LNP encapsulating a segment of mRNA or siRNA that, upon entering a cell, expresses the target protein or silences the target gene.This basic mechanism has already been validated in various disease models. However, the challenges of commercialization do not lie at the conceptual level, but rather at the operational level—specifically, “how to manufacture it in a stable, cost-effective, and scalable manner.” This is why the “Oligonucleotide and Peptide CMC and Manufacturing” and RNA/LNP-related sessions at The Bioprocessing Summit deserve special attention.
Specifically, the industrialization of nucleic acid therapeutics faces challenges on three levels:
The first level is the raw materials level—the reliability and cost of the supply chain for specialized lipids, modified nucleotides, enzymes, and purification materials
The second level is the manufacturing level—scaling up solid-phase/liquid-phase synthesis of oligonucleotides, scaling up mixing and assembly of LNPs, and aseptic production and filling
The third level is the analytical level—characterization of CQAs for complex products, identification of impurity profiles, assessment of batch-to-batch consistency, and comparability strategies
These three levels of challenges are closely interrelated: the selection of analytical methods influences the definition of CQAs; the definition of CQAs influences the direction of process development; and the architecture of the process platform influences the design of the raw material supply chain.
4.1.1 Oligonucleotide and Peptide CMC: Focus on Impurities, Purification, and Scale-Up
The chemical synthesis of oligonucleotide drugs essentially involves the stepwise extension of nucleotide chains in either a solid-phase or liquid-phase system.The efficiency of each coupling step determines the purity and impurity profile of the final product. Even if the coupling efficiency exceeds 99% at each step—which is already considered excellent at industrial scale—the cumulative yield for synthesizing a 20-mer oligo remains below 82%. These “shortmers” (sequences that were not fully extended) and “longmers” (sequences that were over-extended) constitute the most challenging impurity issues in oligo products.
During the oligonucleotide CMC session at The Bioprocessing Summit, you are likely to hear the following issues discussed in depth:
① Identification and control of sequence-related impurities: Although shortmers (N-1, N-2, etc.) and longmers (N+1, N+2, etc.) differ by only one or two nucleotides, their physicochemical properties are very similar to those of the full-length product, requiring high-resolution chromatography or mass spectrometry for effective separation. Whether the proportion of these impurities remains stable after scale-up is a core process control metric.
② Scalability of purification strategies—RP-HPLC or AEX purification, commonly used at the laboratory scale, face challenges such as decreased column efficiency, production capacity limitations, and high solvent consumption when scaled up to industrial levels. Whether alternative or complementary purification strategies—such as membrane separation, precipitation, or selective adsorption—are available warrants attention
③ Removal of residual reagents and solvents: How should the residue limits be set for solvents and reagents used in oligo synthesis—such as acetonitrile, pyridine, and acetic anhydride—in the final product? Do the analytical methods have sufficient sensitivity to meet these limit requirements?
④ Stability and reconstitution behavior of lyophilized formulations—Most oligonucleotide drugs are supplied as lyophilized powders for injection. The optimization of lyophilization process parameters and the screening of formulation designs directly impact the product’s long-term storage stability and convenience of clinical use
Peptide CMC shares some similarities with oligonucleotide CMC—both are based on stepwise coupling synthesis strategies and face challenges related to sequence-dependent impurities and purification-induced amplification—but peptides have unique characteristics in terms of structural complexity and post-translational modifications.For peptide CMC, additional points of concern include: the aggregation and precipitation behavior of peptide chains during synthesis and purification; the correct pairing of disulfide bonds and control of oxidation; and the added complexity introduced by PEGylation or lipidation modifications to analysis and purification.
4.1.2 RNA/LNP: Focus on the Core Quality Attributes of the LNP
The core of RNA/LNP therapeutics is the LNP (lipid nanoparticle) delivery system. The LNP determines the stability of mRNA in vivo, its tissue distribution, and its intracellular delivery efficiency, and it also determines the CMC complexity of the product.
The core quality attributes (CQAs) of LNPs are far more complex than the single metric of “particle size.” A comprehensive LNP CQA framework should cover at least the following dimensions:
① Particle size and particle size distribution (PDI): LNP particle size is typically controlled between 50 and 150 nm; however, in addition to the mean size, the PDI (polydispersity index) is equally important. An excessively high PDI indicates a broad particle size distribution, and particles of different sizes may exhibit varying distribution and clearance behaviors in vivo, affecting batch-to-batch consistency and the predictability of clinical outcomes
② Encapsulation efficiency—the proportion of mRNA enclosed within the LNP. Low encapsulation efficiency means a large amount of mRNA is exposed, making it susceptible to degradation by nucleases and potentially triggering an innate immune response. High encapsulation efficiency (typically required to be ≥90%) must be ensured through optimization of LNP composition and assembly processes, and encapsulation efficiency should not decrease significantly during long-term storage
③ Quality and composition of lipid raw materials: LNPs typically consist of four components—ionizable cationic lipids, auxiliary lipids, cholesterol, and PEG-lipids. The purity, batch-to-batch variability, and degradation products of each lipid raw material may affect the LNP’s assembly behavior, stability, and in vivo performance. Particular attention should be paid to the synthetic scale-up and impurity control of ionizable cationic lipids
④ Surface charge (zeta potential)—The surface charge of LNPs influences their interaction with biological fluids, protein corona formation, and cellular uptake efficiency. LNPs with a charge close to neutral or slightly negative typically have a longer circulation time in vivo, but requirements for surface charge may vary depending on the specific application
⑤ Sterile Production and Endotoxin Control: Since LNP formulations cannot undergo terminal sterilization (high temperatures or radiation would destroy the LNP structure and mRNA integrity), sterile production must rely on aseptic techniques throughout the entire process or sterilizing filtration. Sterilizing filtration imposes an upper limit on LNP particle size (typically <200 nm), and it must be verified that the filtration process does not significantly alter the LNP particle size distribution or encapsulation efficiency
⑥ Freeze-thaw stability and long-term storage—LNP formulations may experience an increase in particle size, a decrease in encapsulation efficiency, or mRNA degradation during freeze-thaw cycles. Freeze-thaw stability data is critical for developing cold-chain logistics strategies. Long-term storage stability (typically at -20°C or -70°C) must cover the target shelf life
| LNP CQA Dimensions | Acceptable Range/Target | Analytical Testing Methods | Key Questions to Raise During Meetings |
| Particle Size | 50–150 nm (depending on the application) | DLS, NTA, cryo-EM | Are there differences in particle size among different batches using the same LNP formulation? |
| PDI | Typically <0.2, ideally <0.1 | DLS | Does the PDI remain stable after scale-up? Does it change after storage? |
| Encapsulation efficiency | ≥90% | RiboGreen fluorescence assay | Data on the stability of the encapsulation efficiency during long-term storage? |
| Zeta potential | Close to neutral (-10 to +10 mV) | Electrophoretic light scattering | Changes in zeta potential under different pH conditions? |
| Lipid degradation | Limits set according to ICH standards | LC-MS, ELSD | Identification of major degradation products and safety assessment? |
| Sterility | Sterility | Membrane filtration | Validation of the effects of sterilizing filtration on LNP particle size and encapsulation efficiency? |
4.2 Attendees should focus on validating three key aspects of nucleic acid drug platforms
During presentations and exhibit discussions related to nucleic acid therapeutics at The Bioprocessing Summit, we recommend organizing your information gathering around the following three validation dimensions:
4.2.1 Are raw materials and the supply chain reliable?
The supply chain for nucleic acid therapeutics is more complex than that for traditional small-molecule or antibody drugs because it involves specialized raw materials for which the global supply landscape is far less mature than that for traditional pharmaceutical excipients:
① Ionizable cationic lipids, which are the core component of LNPs and determine mRNA encapsulation efficiency and endosome escape capability. The synthesis of these lipids is typically complex (involving multi-step chemical reactions), and the number of suppliers capable of stably providing GMP-grade ionizable lipids globally is limited. If a company’s LNP platform relies on a proprietary lipid with only a single supplier, supply chain vulnerability is a risk that must be considered
② Modified nucleotides—pseudouridine or N1-methylpseudouridine modifications in mRNA can reduce innate immune responses and improve translation efficiency; however, the cost of synthesizing and purifying modified nucleotide triphosphates (NTPs) is significantly higher than that of natural NTPs. The number of global suppliers capable of providing GMP-grade modified NTPs is similarly limited
③ Cap analogs: The 5′ cap structure (Cap 0 or Cap 1) is critical for mRNA translation efficiency and stability. Both co-transcriptional capping (CleanCap analogs) and enzymatic capping approaches have their respective advantages and disadvantages, but both rely on the supply of specific cap analog reagents.
④ Enzymes—T7 RNA polymerase is used in in vitro transcription (IVT), and additional enzymes may be required for capping and tailing. The cost and supply stability of GMP-grade enzymes directly impact the cost structure and scheduling of mRNA production
⑤ Purification materials and consumables: The supply stability and batch-to-batch consistency of materials and consumables—such as oligo synthesis columns, chromatography media, and ultrafiltration membranes—are issues that must be taken seriously in the context of large-scale production
4.2.2 Can Analytical Methods Support Regulatory Communications?
The development of analytical methods for nucleic acid therapeutics and LNP products is challenging for two reasons: first, the products themselves are highly complex (mRNA is a macromolecule, LNP is a nanoassembly, and their combination forms an even more complex system); second, regulatory requirements for this emerging product category are still evolving, and there is a lack of established precedents to follow.
A reliable analytical method system for nucleic acid therapeutics must be able to address the following questions: How are the integrity and purity of mRNA determined? (What are the respective advantages and disadvantages of methods such as capillary electrophoresis, RP-HPLC, and IP-RP-HPLC?) To what extent do methodological differences exist among analytical methods regarding the particle size, PDI, and encapsulation efficiency of LNPs?(Do the results from DLS and NTA agree? If not, which should be considered the gold standard?) Have the methods for the qualitative and quantitative analysis of lipid components been sufficiently validated? (Can each lipid component and its major degradation products be detected and quantified?) Can efficacy analysis methods (such as in vitro transfection efficiency assays) reflect the product’s in vivo efficacy? (Has the relationship between in vitro and in vivo efficacy been validated?)
When listening to presentations on analytical methods at conferences, a simple criterion for evaluation is this: if the presenter only presents detection data without discussing the method’s limitations, then the analytical value of that portion of the presentation is incomplete. Truly experienced analytical scientists will candidly discuss methodological uncertainties—for example, “Our IP-RP-HPLC method does not provide ideal resolution for separating the N-1 impurity, so in addition to release testing, we also perform supplementary analysis on core batches using LC-MS.” This candor itself demonstrates the team’s analytical depth.
4.2.3 Can the Platform Be Reused Across Projects?
This is a core criterion for assessing the commercial value of a nucleic acid drug platform. An LNP platform that is theoretically capable of supporting multiple sequences but, in practice, requires re-optimizing LNP composition, mixing conditions, or purification parameters every time the sequence changes has diminished “platform value”—you may have saved time on screening LNP lipid formulations, but you have not saved the majority of the workload involved in process development.
When evaluating the reusability of a nucleic acid drug platform, consider the following indicators:
① Does the company demonstrate transferable process parameters across different projects? If two different mRNA sequences use the same LNP formulation and the same process conditions, are the CQAs (particle size, PDI, encapsulation efficiency) of the final formulations similar?
② Are analytical methods transferable across different projects?—If each new project requires the development of a new set of analytical methods from scratch, the platform’s “versatility” is significantly diminished.
③ Do regulatory authorities accept cross-referencing of platform data? If the company can convince regulatory authorities to accept a modular CMC submission strategy “based on prior platform knowledge,” the CMC workload and review time for subsequent projects may be significantly reduced
④ Does the CDMO partnership support parallel development of multiple projects? — If a CDMO’s process platform can simultaneously support multiple client nucleic acid drug projects, this in itself serves as validation of the platform’s reusability
| Validation Dimensions | Key Evaluation Points | Positive Signals | Signals Requiring Caution |
| Raw Material Supply Chain | Supply Diversity of Key Lipids and Nucleotides | ≥2 qualified suppliers with safety stock | Single source with no alternative suppliers certified |
| Analytical Methods | Discussion of the Adequacy and Limitations of the Methods | Frank discussion of method limitations, with supplementary analyses | Only presents valid results; does not discuss methodological issues |
| Platform Reusability | Transferability of process parameters across different projects | Sharing of CMC modules across multiple projects | Each project requires independent process development |
| Regulatory Strategy | Records of Communication with Regulatory Authorities | IND/IMPD meeting minutes available for reference | No regulatory communications or reliance solely on literature precedents |
There is another dimension to the CMC complexity of nucleic acid therapeutics worth exploring here: manufacturing challenges vary significantly across different delivery systems. LNPs are currently the most mature RNA delivery system, but they are not the only option. Polymer-based nanoparticles, exosomes, virus-like particles (VLPs), and peptide-based delivery systems each have their own advantages and disadvantages.The advantage of LNPs lies in the existing large-scale manufacturing experience from COVID-19 vaccines, but their patent landscape is complex—patents for the core ionizable lipids are held by different companies, which may lead to licensing and supply chain constraints. Exosome delivery offers potential advantages in terms of targeting, but its CMC standardization is far lower than that of LNPs—there is a lack of industry consensus on the source cell lines, culture conditions, purification methods, and CQA definitions for exosomes.
From the perspective of manufacturing economics, whether a nucleic acid drug platform can reduce unit production costs is one of the key factors determining its long-term competitiveness. Taking oligonucleotides as an example, the current production cost of a therapeutic dose of oligo may range from hundreds to thousands of dollars, depending on sequence length, degree of modification, and purification requirements.If oligonucleotide synthesis platforms can reduce costs to a fraction of current levels by improving coupling efficiency, reducing purification steps, and using more cost-effective reagents and raw materials, the commercial viability of oligonucleotide drugs for common diseases will increase significantly. Conversely, if costs remain high, oligonucleotide drugs may remain confined to the high-priced rare disease market in the long term.
One industry trend that warrants serious attention is the accelerating trend of large pharmaceutical companies locking up CDMO capacity for nucleic acid therapeutics. Several leading pharmaceutical companies have already signed long-term capacity pre-purchase agreements with major nucleic acid CDMOs, securing oligo synthesis and LNP production capacity for the coming years. This trend implies that access to CDMO capacity may become even more constrained for small and medium-sized nucleic acid therapeutics companies in the coming years.If you are the CMC lead at a nucleic acid drug startup, when speaking with CDMOs at The Bioprocessing Summit, focus on questions such as: “What is your capacity schedule for the next 2–3 years? Do you have any spare capacity? What is the minimum commitment volume for a long-term partnership?”
In terms of analytical methods, the nucleic acid therapeutics sector is undergoing a transition from “project-based analytical methods” to “platform-based analytical methods.” Analytical methods for early-stage nucleic acid therapeutics projects were mostly custom-developed—with a separate set of HPLC and CE methods developed for each sequence—resulting in a heavy workload and low review efficiency.As the industry gains more experience, some analytical methods are being standardized and platformized—for example, using the same set of methods for analyzing particle size and encapsulation efficiency across different mRNA sequences delivered via the same LNP formulation. This trend toward platformized analytical methods directly contributes to improved CMC efficiency for future projects.When listening to presentations on analytical methods at conferences, pay special attention to speakers who highlight “cross-project method consistency”—they typically have more experience with method platforming.
Another often-overlooked aspect of nucleic acid drug CMC is the differentiation in regulatory filing strategies.CMC requirements for nucleic acid therapeutics vary across different regulatory regions—the FDA, EMA, PMDA, and NMPA each place different emphases on control limits for oligonucleotide impurities, the definition of CQAs for RNA/LNP, and requirements for analytical method validation. For projects planning to file applications in China, the U.S., and Europe, CMC strategies must account for these differences from the early stages of development; otherwise, additional bridging studies or supplementary analytical data may be required later on, leading to delays in the submission timeline.
In terms of manufacturing trends, a key direction for the nucleic acid therapeutics industry in 2026 is the transition in production scale from the “gram scale” to the “kilogram scale.” Early-stage oligonucleotide projects typically require only gram-scale or even milligram-scale API to support early-phase clinical trials; however, as pipelines advance to late-stage clinical trials and commercialization preparation, the demand for kilogram-scale production capacity increases rapidly.Solid-phase synthesis faces challenges at the kilogram scale regarding column size, solvent consumption, waste disposal, and cost structure; in certain cases, liquid-phase synthesis may be better suited for large-scale production. However, the control of impurity profiles in liquid-phase synthesis differs from that in solid-phase synthesis. This “solid-phase vs. liquid-phase” choice is a decision that oligo CMC teams must carefully evaluate during the commercialization preparation phase.
Regarding analytical methods for RNA/LNP, there is one dimension that is often overlooked: the precise characterization of the length of the mRNA poly(A) tail. The length of the poly(A) tail affects the translation efficiency and stability of mRNA.mRNA synthesized via in vitro transcription typically uses a fixed-length poly(A) (e.g., 120 A) encoded by a DNA template, but the actual poly(A) length may exhibit a distribution due to transcription slippage and variations in enzyme activity. The consistency of this distribution across different batches is a potential dimension of product CQA.Current industry methods for analyzing poly(A) tail length include capillary electrophoresis and LC-MS-based approaches; however, achieving single-nucleotide resolution remains challenging. In reports on RNA-related analytical methods, if a presenter discusses poly(A) tail characterization, it indicates a deep understanding of mRNA quality attributes.
Regarding the discussion on the “reusability” of nucleic acid drug platforms, I would like to delve deeper into a related industry phenomenon: the CMC implications of “platform patents vs. product patents.” In the field of nucleic acid drugs, the patent landscape for core lipids, modified nucleotides, and capping technologies is extremely complex.Some companies hold “platform patents”—broad rights covering the use of a specific LNP formulation or modification strategy—which give them a significant CMC advantage, as they can freely optimize and utilize these core technologies across multiple projects without fear of patent infringement. In contrast, some small and medium-sized nucleic acid drug companies are limited to using “non-patented” or “licensed” lipids and modification strategies, facing greater constraints in CMC development.The implications of this patent landscape for CMC may not be directly presented in PowerPoint slides at The Bioprocessing Summit, but they are worth paying attention to in the exhibition area and during coffee break discussions—as they directly impact companies’ ability to reuse platforms and shape their long-term CMC strategies.
In the field of nucleic acid therapeutics, another regulatory development warrants attention: the updates to CMC guidelines for RNA/LNP products by major regulatory agencies in 2026. During 2024–2025, the FDA issued several draft guidelines related to mRNA and LNP, covering areas such as CQAs, analytical methods, and process validation.The EMA is also gradually refining its regulatory framework for the CMC of RNA therapeutics. For nucleic acid drug programs being developed simultaneously in the U.S., China, and Europe, CMC teams need to closely monitor these regulatory developments, as they directly impact the selection of analytical methods, the definition of CQAs, and the design of validation strategies. At The Bioprocessing Summit, presentations by former regulatory reviewers or regulatory roundtable discussions typically serve as effective channels for obtaining insights into these regulatory trends.
The core question facing the nucleic acid therapeutics sector in 2026 is not “whether it works”—this question has already been answered by several approved ASOs, siRNAs, and mRNA vaccines.The real question is “Can the platform be reused consistently?” In other words: Once you have successfully delivered an siRNA drug to the liver using the same LNP delivery system, can you rapidly advance a second or third liver-targeted nucleic acid drug based on the same manufacturing and quality system, without having to start from scratch with CMC each time?
The LNP CQA (Core Quality Attributes) system is the cornerstone of platform reusability. A mature LNP CQA system should cover a range of parameters, including particle size and size distribution, zeta potential, encapsulation efficiency, lipid composition ratios, lipid degradation products, and mRNA integrity. The problem, however, is that different mRNA sequences can have subtle effects on the physicochemical properties of LNPs—even with an identical lipid formulation, changing the mRNA sequence may alter the particle size distribution and encapsulation efficiency. This is why “platform reusability” is easier said than done.
For oligonucleotide-based drugs, the focus of CMC discussions in 2026 centers on a more fundamental issue: impurity control during the synthesis scale-up process.In solid-phase synthesis of oligonucleotides, each additional nucleotide introduces a certain proportion of failed sequences (N-1 and N+1 impurities), and these impurities are extremely similar in physicochemical properties to the full-length product, making separation extremely difficult.When the scale of synthesis is scaled up from the micromolar level in the laboratory to the molar or even decamolar level under GMP conditions, the yield and efficiency of the purification steps become central to cost control.
| Types of Nucleic Acid Drugs | Key CMC Parameters | Industry Focus for 2026 | Summit-Related Agenda |
| mRNA | Capping efficiency, polyA tail length, residual dsRNA | Platform Reusability, LNP Formulation Diversity | RNA/LNP Process Development |
| siRNA | LNP particle size/PDI, encapsulation efficiency, lipid degradation | Extrahepatic delivery: LNP vs. GalNAc | Oligonucleotide CMC |
| ASO | Full-length purity, N-1/N+1 impurities, integrity of thiol modifications | Large-Scale Synthesis Costs, Environmentally Friendly Solvent Alternatives | Oligonucleotide & Peptide CMC |
| saRNA/circRNA | Cyclization efficiency, removal of linear precursors, immunogenicity | Establishment of CQA standards for new modalities | RNA/LNP Analytics & Quality |
Another area attracting increasing attention is the extrahepatic delivery of RNA therapeutics.Current LNP technologies primarily enable liver targeting; however, expanding RNA therapeutics to tissues such as the nervous system, muscles, and tumors requires entirely new LNP formulations or targeting ligands. Each formulation change necessitates the re-establishment of the CQA system. The content presented at the conference regarding characterization methods for novel LNPs, in vitro–in vivo correlation (IVIVC), and accelerated stability studies directly determines whether a platform can be expanded from the liver to extrahepatic tissues.
Key takeaway from this section: The core challenge facing nucleic acid therapeutics and RNA/LNPs by 2026 has shifted from “technical feasibility” to “platform-based manufacturing capability.” If a nucleic acid therapeutic platform requires the re-establishment of the entire process and analytical methods every time a sequence is changed, commercial efficiency will be significantly compromised.Attendees should focus on three practical aspects: Is there reusable experience regarding the synthesis, scale-up, and impurity control of oligonucleotides? Have robust release standards been established for the core quality attributes of LNPs? Can analytical methods support comparability validation across projects? When speaking with CDMOs and raw material suppliers in the exhibition area, asking questions directly related to these issues will help you quickly assess a supplier’s actual experience and capabilities.
5.0 Large Molecules, Cell, and Gene Therapy at biotech events boston: Look Beyond Yield to the Maturity of the Quality System

Big-molecule biologics (monoclonal antibodies, bispecific antibodies, fusion proteins, Fc fusion proteins, etc.) and cell and gene therapy (CGT) products constitute the two pillars of the biopharmaceutical industry. In the context of The Bioprocessing Summit, the focus of discussions on these two product categories has clearly shifted: from “Can it be produced?” to “Can it be produced stably, compliantly, and cost-effectively?” This shift implies that the evaluation criteria attendees need to establish must also be upgraded accordingly.
At bioprocessing conferences a decade ago, hot topics included “cell line development,” “culture medium optimization,” and “expression yield enhancement”—all of which were questions at the “how to produce” level.By 2026, these issues are certainly still being discussed, but more cutting-edge discussions have shifted toward process characterization, continuous manufacturing, the systematic implementation of Quality by Design (QbD), and the central role of analytical methods throughout the product lifecycle. Yield figures remain important, but they are no longer the most critical metric—what matters more is the quality consistency, impurity control, and regulatory acceptability underlying those yield figures.
5.1 The Core Issues in Large-Molecule Process Development Are Becoming More Niche
In the 2026 industry context, the core challenge in large-molecule process development is no longer “Can we achieve X grams per liter of expression?” but rather “While achieving X grams per liter of expression, is the impurity profile controllable, is downstream purification aligned, and is the design space for process parameters sufficiently supported by data?” These questions are more difficult to answer than simple yield figures, but they are also the key indicators that distinguish the level of process development.
In the upstream process domain, several specific issues warrant attention in 2026, including:
① Process robustness of perfusion and intensified fed-batch cultures—while these intensified strategies can indeed improve volumetric yield, are they stable during long-term operation? Does the accumulation of metabolic byproducts (lactic acid, ammonia) have a negative impact on product quality?② The depth of process characterization—Compliant process characterization does not end with a few DoE experiments; it requires systematically identifying all process parameters that affect CQAs and establishing a validated design space for core parameters.
③ Reliability of scale-up models—From 2 L to 200 L to 2,000 L, hydrodynamic changes in the cell culture environment (shear stress, oxygen transfer, mixing time) at each scale-up step may affect cell metabolism and product quality. Can the scale-down model accurately predict behavior at large scales?
5.1.1 Consider Upstream and Downstream Processes Together
When listening to reports on large-molecule processes, it is a good habit to evaluate upstream and downstream processes together, rather than listening to upstream or downstream reports in isolation. Certain “optimizations” in the upstream process may cause unexpected problems in the downstream process.
Common upstream-downstream interaction issues include:
① High expression levels lead to increased aggregation: When CHO cells exceed an expression level of 5–8 g/L, the burden on protein folding and secretion mechanisms increases, potentially resulting in more misfolding, aggregation, and fragmentation. These product-related impurities must be removed during purification, thereby increasing the purification workload
② Risk of media components remaining in the purified product—certain media additives (such as defoamers, hydrolysates, and trace elements) may remain in the harvest supernatant and must be removed through downstream purification. If the upstream team does not communicate with the downstream team during media optimization, this may result in the discovery of excessive residue levels only during purification validation.
③ Challenges posed by high-volume flow rates in perfusion culture for capture chromatography: The harvest volume in perfusion culture is significantly larger than in fed-batch processes, placing higher demands on the binding capacity, cycle count, and column lifespan of Protein A capture chromatography.
④ Integration of upstream and downstream processes in continuous manufacturing—if the upstream process uses continuous perfusion but the downstream process employs batch purification, additional design considerations are required for intermediate buffer tanks, sterility assurance, and batch definition.
During the Q&A session, a good question to ask is: “After optimizing your upstream process, have you evaluated the specific impact on the downstream purification steps?” If the presenter can provide specific comparative impurity profile data or purification recovery rate data, it demonstrates that the team possesses a systematic mindset that spans process units.
5.1.2 Analytical Methods Determine the Depth of Quality Discussions
In the context of macromolecular CMC, the importance of analytical methods cannot be overstated—they are the language of complex biologics. Without robust analytical methods, a team cannot accurately determine whether process changes have affected product quality, nor can it provide persuasive comparative data to regulatory authorities.
Several cutting-edge directions for macromolecular analytical methods in 2026 include:
① Application of multidimensional chromatography-mass spectrometry (e.g., 2D-LC-MS) in high-resolution variant analysis—traditional methods (such as IEC and HILIC) have limited resolution for mass-related attributes like charge variants, oxidation variants, and glycosylation variants; multidimensional methods represent a path toward improved resolution
② Online application of Process Analytical Technology (PAT)—real-time monitoring of parameters such as amino acid concentration, glucose consumption, and live cell density in bioreactors, and correlating these with product quality data, forms the foundation for adaptive process control
③ MS-Based Multi-Attribute Method (MAM)—A single analytical method simultaneously monitors multiple Critical Quality Attributes (CQAs) (e.g., glycosylation, oxidation, deacetylation, C-terminal lysine cleavage, etc.), replacing traditional multiple independent analytical methods to improve efficiency and establish a more systematic product quality profile in a single run
| Analytical Methods | Covered CQAs | Advantages | Limitations |
| SEC-HPLC | Aggregates, Fragments | Simple operation, accurate quantification | Limited resolution; large aggregates may not enter the column |
| CE-SDS | Purity, fragments | Higher resolution than SDS-PAGE | Quantification under non-reducing conditions may be affected by disulfide bonds |
| IEC/cIEF | Charge variant | Industry standard with high regulatory acceptance | Long method development cycle; peak identification relies on experience |
| HILIC/2-AB | N-glycan type | Rich glycan profile information | Complex sample preparation; labeling efficiency affects quantification |
| LC-MS (MAM) | Simultaneous monitoring of multiple attributes | Covers multiple CQAs in a single run | High barriers to instrument use and data analysis; complex method validation |
5.2 Key Topics for CGT and Advanced Therapies: Batch-to-batch Variability, Cost, and Accessibility
The core challenge facing cell and gene therapy (CGT) in 2026 is whether it can become “affordable and accessible to more patients.” The industry’s business model is shifting from “providing high-cost, one-time treatments for extremely unmet needs” to “expanding indications, reducing costs, and improving accessibility”—but practical challenges on the manufacturing side are slowing this transition more than expected.
The most unique challenge in CGT manufacturing lies in the extreme variability of the starting material.The starting material for autologous CAR-T therapy is the patient’s own peripheral blood T cells—the composition, activity, and expansion capacity of T cells vary greatly from patient to patient, and factors such as the patient’s age, disease stage, and prior treatment history (especially chemotherapy and radiation therapy) further affect T-cell quality. This means that every autologous CAR-T product is, in a sense, a “unique batch,” requiring a redefinition of the traditional concept of “batch-to-batch consistency.”
5.2.1 The Manufacturing Logic of Autologous and Allogeneic Therapies Differs
The manufacturing of autologous cell therapies (such as autologous CAR-T) is inherently individualized: each patient is a separate production unit, and each batch serves only one patient. The challenge with this model lies in the fact that batch sizes are extremely small yet the processes are highly complex; costs cannot be spread by increasing batch size, and any error at any stage could mean that a patient loses the opportunity for treatment.
Allogeneic cell therapies (such as allogeneic CAR-T and iPSC-derived cell products) aim to fundamentally address the cost and production capacity issues of autologous therapies: starting from T cells (or an iPSC cell bank) from a healthy donor, they produce batches that can be used by multiple patients. This model is closer to traditional biopharmaceutical production—featuring a well-defined cell bank system, scalable manufacturing processes, and verifiable batch-to-batch consistency.However, allogeneic therapies face the challenge of ensuring that allogeneic cells are not rapidly rejected by the recipient while maintaining sufficient antitumor activity. Gene editing (such as knocking out immunogenic molecules like HLA and TCR) offers a technical solution, but gene editing itself introduces new CMC issues—editing efficiency, off-target analysis, genetic stability, and long-term safety.
| Dimensions | Autologous CAR-T | Allogeneic CAR-T/iPSC-derived |
| Starting Material | The patient’s own T cells (varying with each collection) | T cells from healthy donors or iPSC cell banks (standardized) |
| Production Model | Personalized, with each batch intended for a single patient | At scale, with each batch intended for multiple patients |
| Quality Challenges | Variability in starting materials, resulting in a high batch failure rate | Gene editing efficiency and off-target effects, immunogenicity |
| Cost Structure | High (fixed production costs per run are allocated to a single patient) | Lower (allocated across batches), but high R&D costs |
| Supply chain | From collection centers to manufacturing centers to treatment centers | Cold-chain distribution similar to that of traditional biologics |
| Release Testing | Tight timelines (patients are waiting), limited testing parameters | Relatively ample time, more comprehensive testing |
5.2.2 What Practical Metrics Should Be Considered When Attending Conferences
In reports and discussions related to CGT, the following metrics provide more practical reference value than simply stating “this therapy has demonstrated efficacy in X number of patients”:
① Batch success rate: The manufacturing success rate for autologous CAR-T (defined as the proportion of batches meeting release criteria) may be below 90% on average across the industry, though some companies consistently achieve rates above 95%. These differences stem from screening criteria for starting materials, the degree of process automation and containment, and the experience of the manufacturing team
② Release testing time—Release testing for autologous CAR-T (including sterility, mycoplasma, potency, and purity) typically takes 7–14 days; during this period, a patient’s condition may deteriorate while waiting. Shortening release time (e.g., by developing rapid microbiological testing methods or using in-line potency testing) is a key strategy for improving treatment accessibility
③ Degree of Process Automation: Labor-intensive CGT manufacturing processes (such as cell sorting, transduction, expansion, harvest, and filling) are not only costly but also prone to significant batch-to-batch variability and high contamination risks. Although automated, closed systems (such as CliniMACS Prodigy and Cocoon) require a substantial initial investment, they can significantly improve process robustness and reduce batch failure rates in the long term.
④ Raw Material Control—Variations in the quality of the numerous raw materials used in CGT production (cytokines, activating antibodies, viral vectors, transduction enhancers, culture media, cryoprotectants, etc.) may have a greater impact on the final product than anticipated. Are there strict supplier management and incoming inspection procedures in place?
⑤ Cold-chain logistics: From collection centers to manufacturing facilities and on to treatment centers, the cold chain for autologous CGT products involves multiple handoff points, each requiring temperature monitoring and mechanisms for handling anomalies. Although the cold chain for allogeneic products is more similar to that of traditional biologics, transportation and storage requirements for ultra-low-temperature preservation (liquid nitrogen or below -150°C) are even more stringent
⑥ Unit treatment cost—Although the commercial pricing of CGT is influenced by various factors, the unit manufacturing cost serves as the foundation. A competitive CGT manufacturing process must continuously reduce unit manufacturing costs through strategies such as process optimization, automation, and raw material cost control, while ensuring quality.
| CGT Manufacturing Metrics | Typical Industry Levels | Best Practices | What to Focus on During the Conference |
| Batch Success Rate | Autologous: 85–95% | ≥95% | Specific Strategies for Improving Success Rates and Analysis of Causes of Failure |
| Release Time | 7–14 days | 5–7 days | Validation Data for Rapid Testing Methods |
| Level of Automation | Primarily semi-automated | Fully automated | Number of validation batches and comparability of the automation platform |
| Virus vector cost | 30–50% of total cost | In-house vector production + process optimization | Balancing vector production scale and infection efficiency |
| Cold chain temperature | -150°C or liquid nitrogen | Real-time temperature monitoring + anomaly alerts | Distribution Network Coverage and Emergency Response Capabilities |
In large-molecule manufacturing, continuous manufacturing is one of the most closely watched areas for process upgrades in 2026. The traditional large-molecule production model is batch-based—upstream cell culture is conducted in batches, followed by downstream purification in batches, with downtime and cleaning cycles between each batch.Continuous manufacturing aims to break this pattern by enabling continuous operation of upstream perfusion culture and downstream multi-column chromatography. While this model can theoretically significantly improve equipment utilization and production efficiency, the complexity of its CMC validation is far greater than that of batch processes.
CMC challenges associated with continuous manufacturing include, but are not limited to: How should a batch be defined? (In continuous mode, is a batch defined by a time window, a quality range, or a production volume?) How should process disturbances be detected and controlled? (In continuous mode, fluctuations in any single unit operation will affect the entire production chain in real time.) How should process validation be designed? (Is the traditional three-batch process validation framework applicable to continuous manufacturing?) How should change control be managed?(Does replacing a chromatography column or adjusting parameters during continuous operation require revalidation?) While ICH Q13 (Guidance on Continuous Manufacturing) provides a preliminary framework for these issues, industry practices specific to large-molecule biologics are still evolving.
From a CDMO perspective, the investment risks and returns associated with building a continuous manufacturing line for large molecules are a topic worth discussing. The initial investment in a continuous manufacturing line may be higher than that of a batch line with equivalent capacity, and the team skills required for its operation and maintenance differ from those needed for traditional batch production.Currently, only a handful of CDMOs (and in-house facilities of large pharmaceutical companies) worldwide have practical experience in the continuous manufacturing of large molecules. At The Bioprocessing Summit, if you attend presentations or case studies on continuous manufacturing, pay close attention to the following: Is the speaker presenting conceptual design data or actual production data? How long has the process been running continuously? What events occurred that required interruptions? How consistent was product quality during continuous operation?
Another important trend in large-molecule process development is the quantitative advancement of quality risk management. Traditional CMC risk management has primarily relied on experiential judgment—experienced process developers identify risks based on their knowledge and intuition. However, the industry is evolving toward a more systematic approach: using FMEA (Failure Mode and Effects Analysis) and risk prioritization to quantify process risks and establish data-driven risk control strategies.This methodological advancement has a direct impact on the quality of process characterization and process validation. When listening to presentations on process characterization at conferences, pay attention to whether the speaker presents a quantified risk assessment matrix, rather than making vague claims such as “we have controlled all core parameters.”
Another subtopic worth noting in the field of CGT is the manufacture of viral vectors. Whether in AAV gene therapy or LV (lentiviral) CAR-T manufacturing, viral vectors are core raw materials (or the product itself).Viral vector manufacturing—particularly AAV suspension culture production and LV transient transfection scale-up—is one of the bottlenecks in CGT industrialization. Control of the viral vector’s empty/full ratio, infection titer, rcAAV (replicable AAV) residuals, and process-related impurities (such as host cell DNA and proteins, and transfection reagent residues) directly determines the safety and efficacy of gene therapy products.In CGT-related sessions, discussions on vector manufacturing typically touch on these core CMC topics. If you are interested in gene therapy or CAR-T, we recommend setting aside time to attend sessions related to viral vectors.
In the field of macromolecule manufacturing, another hot topic to watch in 2026 is the evolving role of single-use technology (SUT) in commercial production. Over the past decade, single-use bioreactors, single-use mixing systems, single-use storage bags, and single-use tubing connectors have been widely adopted in clinical production and early-stage commercialization. However, as production scales up—with some commercial products requiring culture volumes exceeding 10,000 L—the physical and cost limitations of single-use technology at scale are beginning to emerge.
The debate between single-use and stainless steel has persisted in the industry for many years, but in 2026, this discussion has taken on a new dimension: pressure for sustainability. Large-scale single-use production generates a significant amount of plastic waste—a single 10,000-liter cell culture run using single-use bioreactor bags and tubing systems can produce hundreds of kilograms of waste. As ESG (Environmental, Social, and Governance) standards receive increasing attention from investors and regulators, the environmental impact of single-use technology is becoming a factor that must be incorporated into decision-making.Some companies have begun exploring recycling solutions for single-use materials or reverting to stainless steel systems in certain production stages to reduce waste. During conference discussions on production facilities and technologies, pay attention to whether speakers mention sustainability considerations—this is a sign that a team’s mindset has evolved from “short-term project execution” to “long-term operational strategy.”
For CGT products, in addition to the manufacturing challenges discussed earlier, there is another important industry trend in 2026: the exploration of the distributed manufacturing model. The traditional model involves producing all autologous CGT products at one or a few centralized manufacturing centers. However, autologous products require cells to be collected from patients, transported to the manufacturing center, produced, and then shipped back to the treatment center—the cold chain transportation time and costs associated with this process represent a significant burden, and temperature deviations during logistics may affect the product.Distributed manufacturing aims to establish multiple small-scale manufacturing sites near hospitals to shorten cold-chain distances and reduce logistical risks. However, this model raises new challenges, including: How can process and quality standardization be ensured across multiple manufacturing sites? How should quality systems and staff training be managed across multiple locations? How should CMC information for multiple manufacturing sites be communicated to regulatory authorities? In CGT-related sessions, if distributed manufacturing is discussed, this is a cutting-edge yet critically important topic.
In discussions on macromolecular process development, comparability studies are a topic whose importance cannot be overstated. Throughout the lifecycle of a biologic product, process changes are almost inevitable—including cell line changes, culture medium optimization, adjustments to purification steps, scale-up of production, or site transfers. Each process change requires a comparability study to demonstrate that there are no substantial differences in the quality and performance of the product before and after the change.
The challenge of comparability studies does not lie in “proving that certain parameters are within the acceptable range before and after a change”—which can usually be achieved by increasing the testing effort—but rather in “determining whether the difference between pre- and post-change values is clinically significant.” The methodological core of this issue is: How much variation is inherent in the analytical method (which determines the smallest difference you can detect)? How much actual variation is there in the product within the patient’s body (which determines how small a difference might be clinically significant)?The relationship between these two factors determines the statistical power of the comparability assessment. If the variability of the analytical method itself exceeds the effective range of variability of the product in patients, then even if the change does affect product quality, your analytical method may fail to detect it. When listening to presentations on comparability at conferences, pay attention to whether the presenter discusses the statistical relationship between analytical method variability and product variability—this typically indicates that the team has a deep understanding of the methodology behind comparability assessments.
At the conclusion of the sections on large molecules and CGT, I’d also like to highlight a “less-discussed but important” topic worthy of attendees’ attention: CMC strategies in product lifecycle management. Most CMC discussions focus on the “development-to-market” phase, but CMC management after product launch is equally important—and is discussed less systematically.Post-market CMC changes may include: switching raw material suppliers, relocating or adding manufacturing sites, process optimization and cost reduction, updates to analytical methods, and CQA reassessments based on post-market data. Each of these changes requires change control, comparability assessment, and regulatory communication, and their cumulative effect may result in the CMC system of a marketed product differing significantly from that originally approved.A mature CMC team lays the groundwork for post-market “CMC flexibility” as early as the product development phase—for example, by considering potential secondary suppliers during process development, allowing room for upgrades when designing analytical methods, and factoring in potential new quality dimensions when establishing the CQA framework.At The Bioprocessing Summit, discussions on this type of “post-market CMC” are relatively rare, but if you come across them, I recommend paying close attention—they often come from the most experienced CMC teams.
Here’s a practical tip regarding macromolecule process development: the step most often skipped in process development is “process robustness testing.” Many teams, once they’ve identified “feasible” process conditions, rush to lock in the parameters and move on to the next phase, skipping the step of testing process robustness across different batches of raw materials, different operators, and varying environmental conditions.The cost of this “skipping” usually becomes apparent during later scale-up or commercial production—the process performs perfectly under “ideal conditions” but reveals a series of problems under real-world “non-ideal conditions.”A responsible process development team identifies the process’s “vulnerabilities” early on through Design of Experiments (DoE) and risk assessment, and conducts targeted robustness testing. If you encounter a speaker at a conference who is willing to share candid experiences such as, “We initially thought the process was robust, but later discovered that step XX was highly sensitive,” their insights often serve as the most valuable firsthand learning material.
In the cell and gene therapy (CGT) industry, manufacturing bottlenecks have evolved from a situation where “everyone knew they existed” to one where “approval cannot be obtained without resolving them” by 2026. Over the past year, the FDA and EMA have repeatedly highlighted CMC deficiencies in CGT products in their review comments—including inadequate control of starting material variations, insufficient batch-to-batch consistency data, and incomplete analytical method validation—issues that have directly led to approval delays or rejections for multiple CGT products.The regulatory agencies’ message is now crystal clear: CMC for CGT is a prerequisite for approval, not merely a supplementary task to enhance the product.
The core contradiction in autologous CAR-T manufacturing can be summarized in one sentence: each patient represents a distinct batch of product, yet regulatory requirements mandate that every batch meet the same quality standards. This is almost logically contradictory—the initial state of T cells varies vastly among patients (age, disease status, and prior treatment history all affect T-cell quality and quantity), while production process parameters remain fixed. There are two main approaches to resolving this contradiction: first, reducing input variability through more precise patient screening and quality control of starting materials; second, dynamically adjusting production parameters using real-time process analysis (PAT) and adaptive process control.
Allogeneic CAR-T therapy represents another solution—obtaining T cells or NK cells from healthy donors to manufacture a single batch of product for use by multiple patients. The advantages of this approach are clear: lower costs, shorter wait times, and more consistent quality control. However, the challenges are equally evident: the risk of graft-versus-host disease (GvHD), insufficient long-term stability in vivo, and off-target effects of gene editing during manufacturing.In the CGT agenda of the Bioprocessing Summit, CMC strategies for allogeneic products and quality control of gene editing are two key topics not to be missed.
| CGT Manufacturing Models | Key Advantages | Key CMC Challenges | 2026 Trends |
| Autologous CAR-T | Excellent long-term stability and high safety | Variability in starting materials, batch-to-batch consistency | Automated closed systems, real-time PAT monitoring |
| Allogeneic CAR-T/NK | Low cost, ready-to-use | Risk of GvHD, long-term in vivo stability, gene editing off-target effects | iPSC-derived, novel gene-editing tools |
| AAV gene therapy | Highly targeted, extensive clinical experience | Control of empty vector rate, titer determination methods, and large-scale production | Suspension cell culture as an alternative to adherent culture, continuous-flow purification |
| In vivo CAR-T | No in vitro manufacturing required | Delivery efficiency, off-target toxicity | LNP-mRNA delivery of CARs, targeting validation |
Another key trend in AAV gene therapy manufacturing that warrants close attention is the shift from adherent cell culture to suspension cell culture.Adherent culture is feasible at the laboratory scale but is extremely inefficient at commercial scales (>1,000 L). Suspension culture can increase yield per unit volume by an order of magnitude, but viral titer, empty-to-filled particle ratio, and process robustness must be revalidated. This issue is likely to be discussed repeatedly during the Big Molecules and CGT crossover sessions at The Bioprocessing Summit.
In terms of cost control in CGT manufacturing, a growing area of focus for 2026 is closed automated manufacturing platforms.Several equipment suppliers and CDMOs have already deployed closed automated systems such as CliniMACS Prodigy and Cocoon, with the goal of condensing CGT manufacturing processes—which previously required Class B cleanrooms and multiple manual steps—into a single, closed, one-button-operation system. The GMP compliance, adaptability to different products, and cost per batch of these systems are the three core metrics for evaluating their long-term viability.
Key takeaway from this section: For attendees focusing on macromolecules and CGT, the discussion should not be limited to superficial metrics such as “yield in grams per liter” or “cell viability,” but should instead focus on whether the quality system is truly mature—do analytical methods sufficiently support regulatory communications? Does process characterization cover core risk areas? Are quality attributes stable and predictable from batch to batch?For autologous CGT products, additional attention should be paid to the management of variations in starting materials, the timeliness of release testing, and the reliability of cold-chain logistics. When interacting with speakers and exhibitors at the conference, be sure to ask questions such as, “In which batch did you encounter a quality deviation, and how did you resolve it?”—such questions will help you look beyond the PowerPoint slides to gain a clear understanding of actual manufacturing capabilities.
6.0 AI and Digital Processes at biotech events boston: What’s Really Worth Listening To Is “Can It Inform Quality Decisions?”

AI (Artificial Intelligence) and digitalization have been discussed extensively in the biopharmaceutical industry for many years leading up to 2026. From drug discovery to clinical trials, from medical imaging to patient management—AI appears on the agenda of nearly every industry conference. The Bioprocessing Summit is no exception, featuring sessions on AI, Digital Transformation, and ML for CMC. However, in the highly regulated fields of CMC and bioprocessing, the value of AI should be evaluated with greater objectivity.
The core challenge AI faces in bioprocessing is whether “the model’s output can be accepted by the quality system.” In a GMP environment, every source of information that influences product release decisions must be validated, maintained, and audited. If the recommendations provided by an AI model cannot be substantiated within the quality system, cannot explain its decision-making logic, or cannot demonstrate its robustness across different scenarios—then its practical value to CMC teams is limited.
This is why, when listening to AI-related presentations at The Bioprocessing Summit, we need a different set of criteria than when listening to general AI presentations: we must assess “how far this AI application is from being integrated into quality decision-making.”
6.1 The Value of AI in Bioprocessing Must Be Assessed Starting from the Data Collection Site
The applications of AI in bioprocessing are highly diverse, but the most common categories discussed at the conference include:
① DoE optimization and predictive modeling in process development, using ML models to predict optimal process parameter combinations and reduce the number of experiments
② Real-time monitoring and anomaly detection during production—using multivariate statistical process control (MSPC) or deep learning to identify abnormal trends in the process
③ Prediction of quality attributes: using upstream process parameters to predict downstream product Critical Quality Attributes (CQAs) to achieve “feedforward control”
④ Root cause analysis—using data analysis to trace back to possible root causes when deviations or out-of-specification (OOS) results occur
⑤ Knowledge management and cross-project learning: Structured management and reuse of process development data across different projects
These areas are all worth exploring from a technical perspective, but when evaluating specific cases, a universal starting point for assessment is: What is the source of the data? This seemingly basic question actually determines the practical feasibility of AI applications.
6.1.1 Does the data come from real-world processes, rather than demonstration environments?
The quality of an AI model is limited by the quality of its training data—a statement that holds particularly true in bioprocessing. Many “success stories” of AI in CMC showcase model performance based on small-scale experimental data or simulation data—data that is clean, structured, and abundant, making it easy to achieve impressive model metrics.However, data from real GMP production environments is often much “dirtier”: sampling frequencies vary across batches, data from certain sensors may be missing, operators have different data recording habits, data structures may not be entirely consistent before and after process changes, and abnormal batches resulting from production deviations must be handled correctly.
When evaluating an application report for AI in CMC, a key distinguishing factor is: on what data was the model trained and validated? If the data comes from laboratory-scale experiments involving five or fewer batches, the model’s generalization ability has hardly been validated. If the data comes from real production data or pilot-scale data covering more than 50 batches—and encompasses sources of variation such as different scales, raw material batches, and operators—then the practical value of this model warrants more serious consideration.
6.1.2 Can the Model Explain Core Quality Attributes?
In a CMC context, “black-box models” are not viable. If an AI model tells you that “this batch has an XX% probability of failing,” but does not explain the basis for this judgment—which process parameters show abnormal trends? How do these abnormalities affect which Critical Quality Attributes (CQAs)? Why is this impact predictable?—then this feedback is of limited help to the CMC and QA teams.
In a regulatory context, the requirements for interpretability are even more explicit. The Quality by Design (QbD) philosophy under the ICH Q8–Q11 framework requires that process understanding be evidence-based—that is, teams need to know which process parameters affect which Critical Quality Attributes (CQAs) and why. If an AI model is used to support process development decisions, its decision-making logic must be explainable and subject to review by quality departments. This requires establishing a traceable logical chain between the model’s output and actionable process insights.
When assessing the value of an AI report on-site, you might ask: “Can your model tell me which process parameter has the greatest impact on the CQA, as well as the direction and magnitude of that impact?” If it can—and if this explanation aligns with existing process knowledge or adds new insights—then the AI application has CMC value. If the answer is “The model is too complex, and we’re not entirely clear on the specific mechanisms,” then the model still has a long way to go before it becomes practical.
6.2 How Attendees Can Filter Out Vague AI Topics
In an industry environment where AI is widely discussed, some AI-related reports tend to “substitute technical packaging for practical application.” The following is a simple two-question filtering framework to help you quickly determine at a conference which AI presentations are worth your time.
6.2.1 Ask: What Specific Production Problem Does It Solve?
The first screening question when listening to an AI presentation is simple: “What specific production problem does this AI application actually solve?”
A useful framework is to categorize AI applications in CMC based on “what specific problems they solve”:
① Reducing defective batches by intervening before problems occur through process monitoring and early warning systems
② Shorten development cycles—use predictive models to reduce the number of DoE experiments or help quickly screen process conditions
③ Improving quality prediction capabilities—using multivariate models to predict critical quality attributes (CQAs), reducing the burden of release testing or providing earlier quality feedback
④ Optimizing process efficiency—using models to optimize feeding strategies, harvest timing, or purification conditions to increase yield or reduce impurities
⑤ Support deviation investigations by rapidly analyzing potential causes when deviations occur and guiding the development of CAPA actions
If an AI report cannot clearly answer “Which specific problem(s) among those listed above does it solve?” but instead remains at a general level—such as “AI-enabled CMC” or “Digital transformation driving bioprocessing”—then the practical value of that report does not justify the time you spend attending the session.Conversely, if a report specifically demonstrates, “We used this model to reduce false alarms by XX% across XX GMP batches,” then this is a case study worth listening to carefully—regardless of whether it employs traditional multivariate statistical methods or the latest deep learning architectures.
6.2.2 Ask Whether It Can Be Integrated into SOPs and the Quality System
The second screening question is even more critical: “Has this AI tool been incorporated into SOPs or the quality system?” The value of an AI application in CMC ultimately lies in its ability to be integrated into daily operational workflows.
Inclusion in SOPs and the quality system means the tool must undergo a series of rigorous evaluations:
① Validation: Has the model’s predictive performance been validated across different scales, products, and time periods? Is the validation dataset independent of the training dataset?
② Change Control—Are model updates (retraining, architecture adjustments, adding or removing features) managed through standard change control processes?
③ Audit Trail: Are every model prediction and all input data recorded so that they can be traced back when necessary?
④ Staff Training—Have the operators and analysts using this tool received adequate training?
⑤ Regulatory Communication—If this tool is used to support release decisions or comparability assessments, are regulatory authorities aware of and have they accepted its use?
An AI application that has been running in a real GMP environment for over a year and has been formally adopted by the quality system holds reference value in the CMC domain that is more than an order of magnitude higher than that of an AI model that achieves an impressive AUC in an academic setting. However, given the current state of the industry in 2026, the former remains quite rare—which precisely illustrates that there is still a great deal of groundwork to be done for the true implementation of AI in CMC.
| Dimensions for Evaluating AI Reports | Signals Worth Paying Close Attention To | Signals You Can Skip Over Quickly |
| Data Sources | From actual production or pilot-scale operations, ≥30 batches | Simulated data or <5 batches of laboratory data |
| Problem Solving | Clearly points to specific production issues with quantifiable improvements | Framework-based expressions such as “empowerment,” “support,” and “transformation” |
| Model interpretability | Can explain how parameters affect CQA, with a clear direction | Black-box model; interpretability is not addressed |
| Integration into the quality system | Already incorporated into SOPs, with audit trails and regulatory awareness | No discussion of validation, change control, or audit issues |
| Discussion of failures | Openly sharing case studies of model failures and improvement processes | Only successful metrics are presented; limitations are not discussed |
The application of AI in bioprocessing involves an important stage-based assessment: we are currently in the “auxiliary tool” phase, and there is still a considerable distance to go before reaching “autonomous decision-making.” In the foreseeable future (3–5 years), the most practical role for AI in CMC is as a “tool to assist human experts in making faster and more accurate judgments,” rather than as a replacement.This positioning implies that when evaluating the value of an AI application, one should not ask, “Can it perform better than humans?” (which is typically a comparison based on the wrong criteria), but rather, “To what extent can it help humans reduce repetitive work, improve decision-making quality, and capture signals that humans might overlook?”
A concrete and realistic AI application scenario is the deployment of multivariate statistical process control (MSPC) in bioreactor monitoring.Traditional batch monitoring relies on univariate trend charts—operators in the control room check whether individual parameters such as temperature, pH, and dissolved oxygen are within range. However, univariate monitoring fails to capture the interactions between variables—for example, if dissolved oxygen and pH drift in opposite directions simultaneously, each parameter may still be within range when viewed individually, but together they may signal an impending metabolic shift.MSPC uses principal component analysis (PCA) or partial least squares (PLS) to compress multiple variables into a few principal components, employing Hotelling’s T-squared and SPE statistics to monitor the overall “health” of the process. This technology has been in mature use in the petrochemical industry for decades, but its application in bioprocessing is still in the early stages of adoption—due to high batch-to-batch variability in biological processes, difficulties in data standardization, and the high cost of anomaly labeling.
Another area worthy of attention is the application of reinforcement learning in Design of Experiments (DoE) for process development. Traditional DoE involves pre-designing a set of experimental conditions, executing them according to a fixed protocol, and then analyzing the results. Reinforcement learning, however, enables “adaptive adjustment” of the experimental design—the algorithm dynamically suggests the next most promising experimental conditions based on the results of completed experiments.This approach can significantly improve efficiency in resource-constrained scenarios (few experiments, expensive materials, tight timelines). However, a core challenge in the CMC context is that the “exploration” behavior of reinforcement learning algorithms means they may suggest experimental conditions that fall outside the scope of current process knowledge—which could pose compliance risks in a GMP environment, as all experimental conditions must be within the design space or subject to change control.
Regarding the regulatory acceptance of AI in CMC, as of 2026, both the FDA and EMA have published discussion papers or draft guidelines on the application of AI/ML in drug development, but the regulatory framework specific to CMC scenarios is still taking shape.A core regulatory concern is “model drift”—a situation where an AI model trained on historical data may experience a decline in predictive performance when production conditions change (e.g., new equipment, new raw material batches, or process fine-tuning), without operators being aware of it. This necessitates that the application of AI in CMC be accompanied by continuous performance monitoring and revalidation mechanisms.When listening to regulatory discussions on AI at conferences, pay attention to whether specific case studies are shared—examples such as “We held a pre-IND meeting with the FDA to discuss the use of this model” are more valuable than speculations like “We believe regulators will accept it.”
Regarding digital processes, aside from AI, the data infrastructure itself is a topic worthy of attention. Many companies’ CMC data remains scattered across Excel spreadsheets, paper batch records, and LIMS and ERP systems from different vendors, with inconsistent data formats, missing metadata, and low levels of digitization for historical batches.Without a high-quality data infrastructure, even the most advanced AI algorithms cannot be effectively applied. A noteworthy trend observed at the conference was the number of companies discussing, “We first spent two years organizing our data,” rather than, “We simply deployed an AI model and solved the problem”—the former narrative is typically closer to reality, while the latter is often embellished.
“Digital twin” is another frequently mentioned concept in the digitization of bioprocessing.A digital twin refers to a virtual digital representation of a physical production process that can be used for process simulation, operator training, “what-if” analysis, and predictive maintenance. In theory, digital twins can significantly improve process understanding and operational efficiency; in practice, however, establishing and maintaining a high-fidelity digital twin model requires a massive accumulation of data and significant investment in modeling.
When evaluating the practical value of digital twins in CMC, a useful framework is to distinguish between three levels: Level 1 is the “digital shadow,” which merely involves the collection and visualization of production data but lacks simulation capabilities.Level 2 is the “statistical digital twin”—a statistical model based on historical data that can make limited predictions but cannot simulate “unseen” operating conditions. Level 3 is the “first-principles-based digital twin,” which combines physicochemical and data-driven models to simulate system behavior under new operating conditions.Currently, most “digital twin” projects in the industry fall between Level 1 and Level 2, while a handful of cutting-edge projects are exploring Level 3. When you hear the term “digital twin” at a conference, try asking follow-up questions: “Which level are you currently at? How many physical models and how many data-driven models are used in your modeling? How many batches did the validation data come from?”—The answers to these questions will help you determine whether a project is in the conceptual or practical phase.
From a broader perspective, the pace of AI and digitalization in bioprocessing largely depends on the establishment of data standards. The lack of unified CMC data standards (similar to the CDISC standards in the clinical field) means that each company’s data is a “dialect”—an AI model that runs on your system may be completely unusable with data from another company.Some industry organizations (such as BioPhorum and the Allotrope Foundation) are driving the establishment of bioprocess data standards, but there is still some way to go before industry-wide adoption. If there are discussions about data standardization at the conference—particularly when speaking with vendors of LIMS, MES, or data management software in the exhibition area—you can gain insight into the current mainstream data standard frameworks and their adoption progress.
In discussions about AI and digitalization, there is another category of application that is frequently mentioned but extremely difficult to implement: the use of automated laboratory platforms (self-driving labs) in process development. The core of this concept is the use of robots to automate the experimental design and execution cycle—AI proposes an experimental plan, liquid-handling workstations automatically perform the experiments, analytical instruments automatically collect the results, and AI analyzes the results to propose the next round of experiments.While there have been some proof-of-concept cases in academic settings, automated experimental platforms face several challenges in a CMC environment, including: GMP compliance (the automated system itself must be validated), the cost of experimental materials (reagents and raw materials for CMC experiments are significantly more expensive than those for academic experiments), and constraints on experimental design space (under GMP regulations, it is not possible to freely explore unknown parameters).
When evaluating AI and digital reporting, there is another practical filter: focus on the “human” factor. Whether an AI system can be successfully deployed in a CMC environment depends only half on technical factors; the other half lies in “organizational factors”—do the operators using the system trust it? Does the quality department accept its outputs? Is management willing to invest resources in its validation and maintenance?When listening to AI case studies at conferences, if a speaker focuses solely on technical metrics (“Our model’s accuracy reached XX%”) without addressing these “human” factors, the case study’s maturity is likely still in its early stages. A more mature AI application case typically involves organizational-level insights such as “We spent six months building the team’s trust in the model” or “The QA team had initial reservations, which we later resolved through XX approach.”
Regarding the development of data infrastructure for digital processes, one technical direction worth focusing on in the exhibition area is the Process Data Lake. Unlike traditional LIMS or MES systems, a data lake is designed to collect and store all raw process-related data (rather than just processed and aggregated data) to provide sufficient data material for subsequent AI/ML analysis.Several major bioprocess data management vendors launched data lake solutions for the biopharmaceutical industry in 2025–2026. At the exhibition, you can ask vendors: Do their data lake solutions support data interfaces for multiple equipment brands? How is data standardization (particularly time alignment and metadata consistency) handled? Are there native connectors for major bioreactor and analytical instrument brands? These questions better reflect the maturity of a solution than simply asking, “How much data can you store?”
At the intersection of AI and CMC, another emerging application is the use of natural language processing (NLP) in CMC document management. The CMC departments of large pharmaceutical companies and CDMOs have accumulated vast amounts of textual data—batch records, deviation reports, change control documents, validation protocols and reports, regulatory correspondence, and more. These texts contain a wealth of information worth exploring (such as root cause analysis patterns for common deviations and cross-product quality trends), but traditionally, this information has been buried within document management systems and could only be extracted through time-consuming manual searches.NLP technologies—including text classification, entity recognition, and semantic search—are being explored to automatically extract structured information from these texts. The technical barrier to entry in this area is relatively low (as it does not require complex real-time process data), but practical implementation requires addressing fundamental issues such as document format standardization, terminology consistency, and information sensitivity classification.
To conclude the section on AI and digitalization, I’d like to offer an overall assessment from the perspective of “industry pace”: The pace of AI advancement in the CMC domain will be slower than in drug discovery or medical imaging—but its impact is likely to be more long-term, stable, and fundamental. Drug discovery and medical imaging are “data-intensive, offline-processable” fields that are naturally suited for rapid AI application.CMC, on the other hand, is a field characterized by “relatively sparse data, high regulatory scrutiny, and close coupling with the physical world,” where the application of AI requires overcoming more technical, organizational, and regulatory hurdles. However, this “slowness” is not necessarily a bad thing—it gives the industry more time to establish data standards, accumulate high-quality data, cultivate interdisciplinary talent, and engage in dialogue with regulatory authorities.I anticipate that by around 2030, the application of AI in CMC will transition from the current “sporadic cases” phase to becoming “industry standard”—just as QbD evolved from a concept to an industry standard two decades ago. The AI agenda at The Bioprocessing Summit 2026 can be viewed as a snapshot of this evolutionary process.
In exploring AI applications, one methodological topic deserves attention at the conference: the feasibility of transfer learning in CMC scenarios. The core idea of transfer learning is that a model trained on a data-rich task can “transfer” some of its knowledge to a related task with sparse data. In CMC, this means that if you have a large amount of production data for Product A and a trained quality prediction model, Product B (even with data from only a few batches) can use some of the parameters from Product A’s model as a starting point for “fine-tuning,” thereby achieving comparable predictive performance with less data.This approach is particularly attractive to platform-based companies—since their multiple products share the same manufacturing platform, this natural “data family” facilitates the application of transfer learning. However, practical implementations of transfer learning in CMC will still be rare in 2026, primarily because differences between manufacturing platforms are often greater than expected, and the results of direct transfer may be less than ideal.
In closing, regarding the application of AI in CMC, I’d like to conclude with an industry observation: the most worthwhile discussions on AI in CMC in 2026 will be those showcasing how the “AI + human expert” collaborative model outperforms “purely human” or “purely AI” approaches. A consensus is gradually forming within the industry: AI’s optimal role in CMC is to “enhance the perception, cognition, and judgment capabilities of human experts.”Just as an excellent process development scientist uses mass spectrometry data to supplement—but not replace—their own judgment, future CMC experts will use AI models as auxiliary tools—with the models responsible for identifying patterns and anomalies in massive datasets, and human experts responsible for interpreting these findings within the context of process science and regulatory frameworks. This “human-machine collaboration” model is becoming a key theme in discussions on AI for CMC.
By 2026, the application of AI in biopharmaceuticals had moved beyond the “proof of concept” stage and entered a more pragmatic—yet also more challenging—phase: shifting from “what it can do” to “how to convince regulators that it is doing it right.” In CMC contexts, the most promising applications of AI include: multivariate process monitoring and anomaly detection, real-time quality prediction based on spectral data, autonomous optimization of process parameters, and accelerated prediction of stability data.While these applications are technically feasible, regulatory acceptance remains the greatest uncertainty.
In 2026, the FDA issued a discussion paper on the application of AI/ML in drug development, which explicitly identified several key concerns: model interpretability, representativeness of training data, model version control and change management, and the model’s ability to generalize to real-world data.For AI applications in the CMC domain, these requirements mean one thing: it is not enough to simply train a model; you must be able to explain, from a process science perspective, why the model makes a particular decision—and this explanation must withstand regulatory scrutiny.
Digital twins are another concept worth watching in the AI+CMC domain in 2026. A digital twin of a bioreactor provides real-time simulation of all core physicochemical processes within the reactor—including fluid dynamics, mass transfer, cellular metabolism, and product formation. When the discrepancy between the digital twin’s predictive capabilities and actual operational data narrows to an acceptable range, it can be used for virtual experiments in process development, thereby significantly reducing the number and duration of wet lab experiments.
| AI+CMC Application Scenarios | Technology Maturity | Key Challenges | Summit May Involve |
| Process Monitoring and Anomaly Detection | High (commercial solutions already available) | False positive rate, threshold setting | AI & Digital for CMC |
| Real-time quality prediction (soft sensors) | Medium-High | Model interpretability, cross-scale transferability | Process Analytics |
| Autonomous Optimization of Process Parameters | Medium | Regulatory Acceptance, Safety Constraints | AI/ML in Process Development |
| Digital Twins/Virtual Experiments | Low to Medium | Computing Power Requirements, Model Accuracy Validation | Digital Innovation |
| Stability Data Acceleration and Prediction | Medium | ICH guideline compliance | CMC Strategy & Quality |
During the AI and Digitalization track at The Bioprocessing Summit, a practical approach for attendees is to focus on case studies that have already been deployed in GMP environments, rather than solutions that remain at the PowerPoint stage.You can ask the presenters a few specific questions: At what scale was your model validated? How many batches did the training data cover? What supplementary validation is required after the model is updated? If the presenters can provide clear answers to these questions, then their approach is worth taking seriously.
| Core Technology Comparison Criteria | AI/ML Methods | Traditional Statistical/Mechanistic Methods | Recommendations for 2026 |
| Anomaly Detection | Multivariate + time-series models, automated alerts | Univariate SPC, requiring manual monitoring | Prioritize deployment of multivariate models |
| Process Optimization | Reinforcement learning/Bayesian optimization, adaptive | DOE + Response Surface Methodology, batch-by-batch iteration | AI-assisted DOE to reduce the number of experiments |
| Quality Prediction | Spectroscopy/Raman + CNN/Transformer | PLS/Partial Least Squares | AI models must be paired with explainability modules |
| Documentation and Analysis | NLP for Automatic Extraction of Structured Data | Human Reading + Manual Data Entry | First use NLP to structure the data, then verify it manually |
Key takeaway from this section: The value of AI in bioprocessing lies not in how sophisticated the model is or how advanced the algorithm is, but in whether it has truly been integrated into the quality decision-making process. A practical tip for assessing the value of AI presentations at The Bioprocessing Summit is to ask: Does the data in the presentation come from real GMP batch process data, or from small-scale experiments or simulated datasets? Does the model explain which parameters influence core quality attributes and why?Has it been incorporated into SOPs, passed internal quality audits, or been preliminarily discussed with regulatory authorities? If the answer to all three questions is “no,” the presentation is most likely just a conceptual demonstration. For AI case studies with genuine implementation experience, it is recommended to focus on documenting the data sources, application scenarios, specific improvement metrics regarding batch success rates or development cycles, and the path to integration with the quality management system.
7.0 How to Navigate the Four-Day Conference at biotech events boston: Different Routes for Different Attendees

The core agenda of the Bioprocessing Summit 2026 spans four days (August 10–13) and includes multiple concurrent thematic forums, workshops, poster presentations, and exhibition activities. It is impossible for any single attendee to attend every presentation of interest or interact with every exhibitor. An effective attendance strategy is to “select the optimal itinerary based on your role and needs.”
Below are recommended itineraries based on three primary attendee profiles. Each itinerary has a different focus, but all are based on the same underlying logic: go with questions and return with insights—not just a pile of PowerPoint slides and business cards.
7.1 CMC, Process, and Analytical Teams: Prioritize Sessions That Address Development Pain Points
CMC, process development, and analytical teams are the core audience of The Bioprocessing Summit. The time you invest most wisely at the conference should be spent on sessions that discuss specific process challenges and the details of analytical methods, rather than on keynote presentations that introduce general technical concepts.
Based on the conference agenda structure, the following topics are the highest priority for CMC, process, and analytical professionals:
① CMC for ADC & Next-Generation Conjugates: ADC coupling processes, DAR control, linker stability, and impurity analysis
② Oligonucleotide and Peptide CMC and Manufacturing—oligo synthesis scale-up, purification strategies, and analytical methods
③ RNA/LNP Production and Analytics: LNP assembly and scale-up, CQA characterization, aseptic production, and stability
④ Cell Therapy Manufacturing—starting material control, automated closed systems, and potency analysis
⑤ Process Characterization and Validation: QbD approaches, design space establishment, and process validation strategies
⑥ Analytical Development and QC—Evaluation of new analytical technologies, MAM method development, and analytical method lifecycle management
⑦ AI and ML for CMC—Practical Application Cases of AI in Process Monitoring, Anomaly Detection, and Quality Prediction
7.1.1 What They Should Document
When attending presentations and engaging in discussions at the exhibition area, CMC/process/analytical teams should focus their note-taking not on company names and technical terms—information that can be supplemented later from official websites and materials—but on the following categories of information that can be directly referenced in their day-to-day work:
① Core process parameters and normal operating ranges: Specific figures shared by a presenter—such as the permeate flow rate range for perfusion culture, the pH and time window for coupling reactions, or the flow rate ratio for LNP mixing—may serve as direct reference points for your process development
② CQAs and acceptance criteria—how different companies define CQAs and set acceptance criteria for similar products provides important industry benchmarking information. However, keep in mind that these standards are product-specific and cannot be directly applied; you must evaluate their applicability based on an understanding of their scientific rationale
③ Impurity control strategies and case studies—Specific examples of how a team resolved a particular impurity control issue (such as which purification steps were used after the coupling reaction to reduce free payload to <X ppm) are far more worthwhile to explore than generic discussions about the “importance of impurity control.”
④ Issues encountered during scale-up and their solutions—this is the most valuable non-public information. When someone is willing to share experiences such as, “When we scaled up from 2L to 200L, aggregation doubled; we later discovered this was due to excessive shear forces generated by the impeller stirring, and resolved the issue by adjusting the impeller design,” it is worth carefully documenting.
⑤ Lessons learned from failed batches: Very few companies discuss failure cases in formal reports, but this information occasionally surfaces in exhibition areas or small-group discussions. Identifying the root causes of failure can sometimes be more helpful in mitigating risks than learning from successful experiences.
⑥ Insights from communications with regulatory authorities—including questions asked during pre-IND meetings, deficiencies identified in the CMC module, and specific strategies for addressing these deficiencies
7.1.2 What They Should Ask
During Q&A sessions or discussions at the exhibition area, the following questions yield more valuable insights—and are worth investing time in—than vague inquiries such as “What are the advantages of your platform?”:
① “What scale has your process reached so far? What was the biggest technical challenge you encountered during the scale-up from pilot to GMP?”
② “What methods do you use to demonstrate comparability after a process change? Has there ever been a comparability assessment that was not accepted by the regulatory authorities?”
③ “What is the coefficient of variation (inter-laboratory precision) for your analytical methods? At what level of variation do you consider the results to be acceptable?”
④ “Have you conducted more in-depth characterization on any interesting batches beyond routine release testing? If so, what did you find?”
⑤ ‘What was the root cause of the most recent OOS (out-of-specification) investigation on your platform? How did you prevent it from happening again?’
Of course, not every speaker will answer these in-depth questions in a public setting—some information involves trade secrets or undisclosed regulatory interactions. However, asking these questions demonstrates your professional competence, and you may find that the speaker is willing to share more in a smaller group or one-on-one setting. Even if the speaker does not provide a specific answer, the reflection prompted by the questions themselves is one of the benefits of attending the event.
| Time Allocation Recommendations (CMC/Process/Analytics) | Event Type | Key Focus |
| Day 1 (Sunday) | Workshops and Introductory Sessions | Choose one workshop most relevant to your current project and participate actively |
| Day 2 (Monday) | Core Keynote Presentations | ADC CMC and Oligo CMC are the two highest-priority topics |
| Day 3 (Tuesday) | Core Presentations + Exhibition Area | RNA/LNP and macromolecular processes; the exhibition area is the main venue for discussions with CDMOs |
| Day 4 (Wednesday) | Cross-disciplinary sessions + wrap-up of the exhibition area | AI for CMC and CGT; catch up with exhibitors and posters of interest |
7.2 BD, Investment, and Strategy Teams: Prioritize Assessing Platform Maturity
The goal of BD and investment teams at The Bioprocessing Summit is to assess a technology platform’s commercial potential and investment risks based on its manufacturability. This assessment logic differs from evaluating clinical data—clinical data addresses “What diseases can this product treat? How effective is it?”—while manufacturability addresses “Can this product be produced consistently at a reasonable cost and quality?”
For business development professionals and investors, one of the unique values of The Bioprocessing Summit is that you can directly observe CMC capabilities that aren’t typically presented at clinical conferences. At ASCO or AACR, companies present clinical data. Here, you see manufacturing data—and manufacturing data often reflects a company’s long-term execution capabilities more accurately than clinical data.Good clinical data may stem from a clever scientific hypothesis and a bit of luck, but good manufacturing data almost always stems from systematic engineering and management capabilities.
7.2.1 What Signals Should They Look For?
When evaluating a technology platform or a company at a conference, business development and investment teams can focus on signals across the following dimensions:
① Experience and depth of CDMO partnerships: If a company has established long-term partnerships with top-tier CDMOs (such as Lonza, Catalent, Samsung Biologics, WuXi, etc.), and the scope of collaboration covers everything from process development to commercial-scale manufacturing—this typically indicates that the CDMO has already conducted a technical evaluation of the company, confirming the feasibility of its processes and its commercial potential.Conversely, if a company handles all manufacturing in-house but cannot demonstrate any GMP batches, the credibility of its CMC capabilities requires further evidence to support it.
② The number and scale of GMP batches: There is an order-of-magnitude difference between “we have produced one GMP batch” and “we have completed more than 20 GMP batches across three different GMP facilities.” The number of batches reflects not only production capacity but also process robustness—batch-to-batch consistency can only be validated across a sufficient number of batches.
③ Process reproducibility: If a technology can only be produced in the founding team’s laboratory but cannot be replicated at a CDMO or other facilities, its commercialization prospects are limited. Observe during the meeting: Did the company present data in collaboration with external partners? Are the data consistent across different facilities?
④ Supply chain robustness—Are there at least two suppliers for core raw materials (such as specialized lipids, coupling agents, and viral vector plasmids)? Have the suppliers undergone GMP audits? What is the safety stock strategy? Although these questions are not directly addressed in the report, they can be raised during one-on-one discussions with company representatives
⑤ Optimizability of the Cost Structure: What is the current unit manufacturing cost? As scale increases, which cost items have significant room for reduction? Which are fixed (e.g., depreciation of high-activity facilities)? Lower costs are not necessarily better—excessively low costs may indicate insufficient investment in quality, but processes lacking a clear path for cost optimization will face pricing and market access pressures during the commercialization phase
⑥ Clarity of the regulatory pathway—Has the company held CMC-related meetings with the FDA, EMA, or other major regulatory agencies? Is there a clear timeline for process validation and BLA/MAA submission? The maturity of regulatory communications is a key indicator of commercialization readiness
7.2.2 What Misjudgments Should They Avoid?
There are several common cognitive biases regarding the CMC dimension in biopharmaceutical investing that investors need to be vigilant about when gathering information during meetings:
① Equating promising early-stage data with platform maturity. Perfect DAR distributions, encapsulation rates >95%, and purity >99% at the laboratory scale are common in academic papers. However, the reproducibility of laboratory-scale data and its performance upon scale-up are two distinct matters. An experienced CMC team will proactively share comparative data across different scales—if they only present data from the optimal scale, ask, “What about data from a larger scale?”
② Do not equate a single successful project with the ability to replicate results. The successful transfer of a single ADC project at a CDMO does not mean that the company’s ADC platform is already mature. Each ADC project features different linkers, payloads, and antibodies; how much of the experience gained from one project can be transferred to the next depends on the platform’s design for versatility. It is recommended to ask, “Have you used this platform on more than one project? Were the results consistent?”
③ Ignoring production safety and quality costs—depreciation of facilities for high-potency payloads, personnel safety training, waste disposal, and cleaning validation represent significant ongoing expenses. For an ADC company with a multi-project pipeline, these indirect costs will significantly erode gross margins during the commercialization phase. When evaluating cost structures, consider not only direct production costs (raw materials + labor) but also indirect costs.
④ Equating a CDMO’s production capacity with your own—relying on an external CDMO means your capacity is subject to the CDMO’s scheduling, pricing, and technology transfer efficiency. If a CDMO has only one high-potency facility and serves multiple ADC clients simultaneously, competition for scheduling slots will directly impact your project timeline
⑤ Underestimating the time cost of CMC issues—within the clinical development timeline, CMC-related delays (such as difficulties in process scale-up, failed analytical method validation, or rejection of comparability data) are among the largest uncontrollable factors. For a project claiming to “submit a BLA next year,” if CMC maturity is clearly insufficient, the credibility of that timeline must be questioned
| BD/Investment Evaluation Criteria | Data Sources (available during the meeting) | Signal Strength |
| GMP Batch Experience | Presentation data, booth discussions, partner discussions | Strong—Directly reflects CMC maturity |
| CDMO Partnerships | Verification at CDMO booths in the exhibition area; cross-verification with partners | Strong—CDMO endorsement holds substantial significance |
| Cross-project consistency | Comparison of data across multiple projects (if presented) | Moderately Strong — Reflects the platform’s versatility |
| Supply Chain Strategy | Inquired during one-on-one discussions | Moderate—Requires proactive information gathering |
| Cost Structure | Exhibition Area Discussions, Industry Benchmarking Analysis | Weak–Moderate—Most companies do not openly discuss costs |
| Regulatory Communication Timeline | May be mentioned in presentations (e.g., recent pre-BLA meetings) | Moderate—Positive mentions are a positive signal |
7.3 CDMOs and Suppliers: Prioritize Demonstrating Problem-Solving Capabilities
CDMOs and suppliers are key attendee and exhibitor groups at The Bioprocessing Summit. If you are attending in one of these roles, the strategic recommendations in this article differ from those for the previous two roles—your goal is to understand client needs and demonstrate your ability to solve problems.
In the areas of complex therapies such as ADCs, nucleic acid therapeutics, and CGT, client expectations of CDMOs have evolved from “Can you do this?” to “Can you solve problems I haven’t encountered before?” While most CDMOs can showcase their production capacity, equipment, and qualifications, what truly builds client trust is your ability to demonstrate a deep understanding of the CMC challenges associated with complex products and to present practical solutions.
7.3.1 What Clients Really Want to Hear Isn’t “What We Can Do”
CDMO booth presentations typically begin with “We can produce antibodies, ADCs, mRNA, viral vectors…”—which is fine, as it establishes a basic understanding of your capabilities. However, if you’ve managed to hold a potential client’s attention for more than five minutes, the subsequent conversation should not remain stuck at the level of a mere list of capabilities. This dynamic is especially pronounced at a biomanufacturing summit Boston of this caliber.
The levels of information clients really want to hear are:
① Have you worked on similarly complex products? “We’ve developed ADCs” and “We’ve developed ADCs with five different linker/payload combinations, from early-stage development through GMP manufacturing” convey two entirely different levels of credibility. Specific case studies are more persuasive than a list of capabilities.
② What failures have you encountered? How did you resolve them? — This question requires careful handling. You don’t necessarily need to proactively disclose compliance or quality issues, but you can share your experience in overcoming technical challenges. For example, “We encountered aggregation issues during the coupling reaction for Client A and resolved them by adjusting the reaction buffer and additive strategy.” Sharing details like this demonstrates your technical depth and builds trust more effectively than simply stating, “Our technology is very advanced.”
③ “Can you provide support all the way from early-stage development through to GMP?” Many clients are most concerned about the handoff between different phases at a CDMO—where early-stage development is handled by one team.If the team changes during the transition to GMP, there’s a risk of losing information and process understanding along the way. If your CDMO can account for later-stage GMP requirements early on (e.g., by selecting raw materials that are traceable to GMP grade) and ensures continuity from development through GMP via its team structure, this is a differentiating factor worth investing time in.
④ Are your quality documentation and regulatory support capabilities mature? — A CDMO’s quality system (deviation management, change control, CAPA, audit trails) and regulatory support capabilities (CMC drafting, experience communicating with regulatory agencies) are core considerations for many clients when selecting a CDMO. You can prepare several specific case studies demonstrating “how we helped clients pass regulatory reviews” to highlight this point.
7.3.2 Booth Discussions Should Focus on Specific Scenarios
It is recommended that CDMOs and suppliers avoid relying solely on generic company presentation slides during exhibition discussions. Instead, organize discussions around several specific technical scenarios that attendees are currently struggling with:
① High-potency ADC manufacturing scenario: “If your payload OEL is below 10 ng/cubic meter, our high-potency facility has already handled multiple similar projects. Here are our containment system, cleaning validation data, and changeover cycles—you can take these back for comparison.”
② LNP stability scenario: “If the particle size of your LNP formulation increases from 80 nm to 120 nm after 6 months of storage, we have an accelerated stability model that can help you predict this in advance. Additionally, we are collaborating with lipid suppliers to reduce the risk of oxidative degradation at the raw material level.”
③ Oligo Impurity Control Scenario: “Controlling N-1 impurities and purifying full-length products are among the most common challenges we help clients address. Our IP-RP-HPLC method can reduce N-1 to below 0.3% within a 30-minute run—here are our data points for several different sequences.”
④ CGT Batch Management Scenario—’If your autologous product has a higher-than-expected batch failure rate, we can provide a two-week process audit to help you determine whether the issue lies with your starting material screening criteria or the manufacturing process. We’ve already helped multiple clients reduce their failure rates by X percentage points.’
This scenario-based approach resonates more effectively with clients than simply stating, “We offer one-stop CMC solutions.” When clients leave your booth, they’ll think, “This company understands the specific challenges I’m facing—and has the experience to address them.”
When planning your schedule for the four-day conference, in addition to choosing a track based on your role, here’s a universal recommendation that applies across all roles: set aside ample time for the exhibition area. Many attendees treat the exhibition area as “filler time” between sessions—taking a quick tour before the next session they’re interested in begins. But this strategy overlooks the unique value of the exhibition area: it’s the only place where you can engage in in-depth, one-on-one conversations.In the lecture halls, you can only listen to one-way presentations from the speakers (Q&A sessions are usually brief); but in the exhibition area, you can engage in in-depth discussions lasting 15–30 minutes with CDMO technical experts, instrument application scientists, and technical support staff from raw material suppliers.
An effective strategy for engaging in the exhibition area is to prepare 3–5 “technical pain points” in advance to bring with you. These questions should be very specific CMC challenges you’re currently facing in your daily work. For example: “The particle size of our LNP has increased from 80 nm to 110 nm during long-term storage. Have you encountered a similar issue?”Do you have any suggestions?”—Such specific questions are more likely to pique the interest of technical experts than a generic inquiry like “What are the advantages of your LNP platform?” and are more likely to yield genuine, actionable advice. Technical experts from different companies have seen numerous case studies; sometimes, a single piece of advice based on experience can save you months of trial and error.
Regarding the poster session: Many seasoned attendees skip the poster area, believing the quality of the posters varies widely and isn’t worth their time. However, the poster session offers two often-overlooked benefits: First, the presenters are typically the frontline researchers on the project (graduate students, junior scientists), who often have a deeper understanding of experimental details than the PIs giving presentations in the main hall, and are more willing to candidly discuss problems encountered during experiments.Second, the poster session offers a “low-pressure environment for exchange”—you can stand in front of a poster, read it carefully, and ask questions without worrying about being targeted by sales pitches, as you might at an exhibition booth. We recommend setting aside time in your schedule for at least one poster session, focusing on posters related to the technical direction of your current project.
Regarding networking strategies during the conference: The social events at The Bioprocessing Summit (receptions, working lunches, and coffee breaks) are a core component of the conference’s value. Many people view networking as an “extrovert’s game,” but CMC professionals have their own unique approach—you can naturally start a conversation by expressing “technical curiosity.”If you’re standing in the coffee area and see someone wearing a name tag from a CDMO you’re interested in, simply say, “Hi, I’ve seen that you’ve done a lot of work in the XX area, and I’m interested in how you’ve addressed the XX issue”—this is more targeted than asking “What do you do?” and is more likely to spark a meaningful conversation.
If you feel overwhelmed by information during the conference, that’s completely normal—one coping strategy is to “step away for 30 minutes.” Find a quiet corner (a corner of the hotel lobby, a break area outside the conference hall), bring only a pen and a notebook (leave your phone behind), and jot down the three most critical points you just heard.This simple action has three benefits: First, it reinforces your memory—writing things down results in a much higher retention rate than simply “hearing” them; second, it clarifies your thoughts—as you write, you’ll realize you haven’t fully grasped certain points; third, it resets your focus—a 30-minute digital detox allows your brain to recover from the morning’s flood of information and prepares you for the afternoon’s learning.
Regarding planning your conference itinerary, I’d like to add one more general tip that applies across all roles: set aside at least one “random exploration” session. Although this article has devoted considerable space to recommending that you tailor your itinerary to your role and pre-select sessions, over-planning has its limitations—you might miss information you “didn’t know you should know.”I recommend setting aside at least half a day during the four-day conference with no pre-set agenda. Just wander into a session on a topic you’re unfamiliar with, browse a few posters you wouldn’t normally pay attention to, or stroll through the exhibition area and chat with a few companies you’ve never heard of. This “purposeful randomness” often yields unexpected rewards—for example, a report on viral vector production that seems unrelated to your work might provide a new perspective for the LNP project you’re currently working on;or a booth run by a small analytical instrument company might present a technical solution to an analytical problem that has been troubling you for some time.
Regarding methods for recording information during the conference, I’d like to add a specific technical suggestion. If your company allows it, I recommend using voice notes rather than handwritten notes to document your post-conference summaries. Here’s how to do it: After listening to a substantial presentation or having an important conversation at an exhibit, find a quiet corner and quickly record a voice note on your phone covering “what I just heard, what I think is most important, and an idea that came to mind as a result”—each entry should be 30–60 seconds long.The benefit of voice notes is that they capture your thoughts at a faster pace—you speak faster than you write, which more closely mirrors your actual train of thought. Additionally, you can later use AI transcription tools to convert them into text, saving time on organization. Of course, be mindful of your surroundings when using voice notes—avoid speaking loudly in quiet conference venues so as not to disturb others.
Attendees in different roles need their own tailored action lists. Below are conference strategies organized by core role—each set of recommendations focuses on “what specific questions you should ask at the venue” rather than “what areas you should focus on.”
For CMC and process developers, the most valuable aspect of this summit is the opportunity for in-depth technical exchanges with peers—issues that can’t be fully explained over conference calls or via email can often be resolved in just a 10-minute face-to-face conversation. We recommend planning your time around three specific goals: First, meet at least three people from different companies working in your technical field to establish long-term channels for technical exchange; second, bring at least one process issue your team is currently struggling with to discuss with others on-site; and third, prioritize interactive workshop sessions rather than just attending presentations.
For analytical science and quality (AS/QC) professionals, the unique value of the 2026 Summit lies in the ability to compare the analytical strategies of multiple companies for the same product category. You can attend the conference with these questions in mind: What methods do peers use to monitor product-related impurities? What data anomalies have they encountered during method validation? How are their quality standards established? This information is not typically found in the literature but can be obtained through informal discussions at the conference.
| Attendee Roles | Key Objectives | Key Agenda Items | Post-Conference Action Recommendations |
| CMC/Process Development | Resolve specific process issues and build technical networks | CMC Specialized Forums and Workshops | Compile technical notes and build LinkedIn connections |
| Analysis/Quality (AS/QC) | Compare and analyze strategies; understand regulatory trends | Analytics & Quality Forum | Gathering industry best practices, updating internal analytics SOPs |
| BD/Investment | Assess technology scalability and screen potential targets | Exhibition Area, Company Presentations, Roundtable Discussions | Develop a CMC due diligence checklist |
| CDMO | Understand clients’ real pain points and showcase technical capabilities | Exhibition area, supplier presentations, networking events | Addressing potential clients’ technical inquiries |
| Regulatory Affairs (RA) | Stay informed on regulatory developments for cutting-edge therapies | CMC Strategy, Regulatory Updates | Update the internal regulatory intelligence database |
A practical tip for BD and investment professionals: treat this summit as a “hands-on CMC due diligence training session.” When reviewing a company’s poster or listening to a presentation, don’t just focus on the data and conclusions—look for whether they demonstrate a substantive understanding of process bottlenecks.If a company can clearly explain which process parameters are currently holding them back, what approach they are taking to resolve these issues, and when they expect to make a breakthrough, this speaks more to the strength of their CMC team than any impressive clinical data—because in the early stages, the strength of CMC capabilities is almost directly proportional to the speed at which a project progresses.
For CDMO professionals, a unique opportunity in 2026 lies in the fact that many biotech companies are reevaluating their CDMO partnerships.The supply shortages of the past few years forced some biotech companies to accept less-than-ideal partnership terms, but now that the market is gradually returning to rationality, biotech firms are beginning to have more options. In this context, demonstrating technical depth is more important than showcasing production capacity—using specific case studies at the meeting to illustrate the complex coupling challenges you’ve overcome and the impurity issues you’ve addressed under extreme conditions is far more effective than a general overview of how many production lines your facility has.
8.0 Beyond the Materials at biotech events boston: What You Need to Invest In—A Post-Conference Evaluation Checklist
After the four-day conference, you may find yourself with dozens of PowerPoint presentations, a stack of business cards, several product brochures, and hundreds of photos. The long-term value of these materials depends on your ability to use them to form your own judgments. Information itself does not generate value; it is only through organization and analysis that information becomes valuable. This section is designed to help you transform the information gathered over the four days into a structured set of insights.
8.1 Within 48 Hours of the Conference, We Recommend Compiling “Technical Manufacturability Notes”

The 48-hour timeframe is a well-founded recommendation. During the conference, your brain is processing a high volume of information, and many judgments are made instantly and intuitively. If you do not organize these thoughts in a structured manner within 48 hours, these fragmented insights will fade over time, leaving you with a pile of PowerPoint slides and a vague impression—such as, “That presentation on DAR control seemed pretty useful, but I don’t quite remember the specifics.”
“Technical Manufacturability Notes” don’t need to be very long—a 3–5-page document is sufficient—but they must have a clear structure. It’s recommended to organize them by technical area rather than by the conference schedule. The conference schedule reflects the organizers’ logic, not your own. Your logic should be: Which technical areas am I focusing on? What conclusions have I drawn for each area?
8.1.1 Answer Four Questions for Each Technical Area
For each technical area you focused on during the conference (e.g., ADC, RNA/LNP, CGT, AI in CMC, etc.), try to answer the following four questions after the event:
① What is the biggest CMC bottleneck in this area? Avoid textbook answers (e.g., “The CMC bottleneck for ADCs is DAR control” is too broad); instead, base your assessment on the specific information you gathered during the conference. For example: “Based on the conference presentations, the current CMC bottleneck in the ADC field is shifting from the ability to perform site-specific conjugation to maintaining conjugation uniformity across different scales.”Several speakers mentioned the issue of DAR distribution broadening upon scale-up, but their proposed solutions varied—some relied on reactor design for control, while others used online monitoring for real-time adjustments. It is not yet clear which approach is more universally applicable.”
② Which companies or platforms have provided credible solutions? List the technical solutions you observed at the conference that address the aforementioned bottlenecks. Be sure to distinguish between “presenting proof-of-concept data” and “presenting multi-batch GMP data”—the credibility of these two types of data is not on the same level. If a particular solution made a substantial impression on you, note why: was it because the data was comprehensive? Was the logic rigorous? Or did it align with your own experience?
③ Which questions remain unanswered?—This is the part of these notes where you should invest the most time.Presentations at conferences typically focus on “what has been solved,” but the unaddressed questions are equally important. For example, “No company presented data comparing DAR component distributions for ADCs at different conjugation scales,” or “Regarding changes in encapsulation efficiency of LNPs under different freeze-thaw conditions, I only heard data from one company, and the sample size may have been insufficient.” These “unanswered questions” can serve as your next research or focus areas.
④ Which contacts are worth following up with? — Not everyone you exchanged business cards with is worth following up on. Select 3–5 contacts who are most worth following up with, and note the reasons for following up and the specific topics you want to discuss. “The CDMO process manager I met at the ADC CMC session—their experience handling highly active payloads could be helpful for our project.” A follow-up note like this is far more effective than “sales@company-x.com; I’ll send product materials later.”
8.1.2 Turning Conference Content into Follow-Up Actions
After completing your “Technical Manufacturability Notes,” create a follow-up action list for yourself:
① Supplier Evaluation: Among the CDMO, analytical instrument, raw material, and software suppliers you met during the conference, which ones warrant initiating a formal evaluation process? Schedule internal discussions or send out RFIs/RFPs.
② Technical debrief—Share the “Technical Manufacturability Notes” with your team, paying special attention to the “unanswered questions.” Perhaps your team is already researching these issues, or perhaps they can be incorporated into next year’s development plan These takeaways prove invaluable when preparing for any pharma CMC conference in the months ahead.
③ BD Follow-up: For targets of interest regarding investment or collaboration, schedule follow-up meetings with their BD teams. Within a week or two after the conference, they are typically still in “post-conference mode,” so response times may be faster
④ Internal Presentation—If you have the time and energy, consider giving a brief internal presentation (under 30 minutes) to share the 3–5 most valuable takeaways from the meeting with colleagues who did not attend. This not only helps the team but also helps you solidify your own understanding
⑤ Update articles or white papers: If your company’s technical blog or white papers cover relevant CMC topics, consider updating them based on the latest information obtained during the meeting. This serves both as a way to document knowledge and as a branding opportunity
| Post-Conference Action Items | Recommended Timeframe | Priority | Notes |
| Compile notes on technical manufacturability | Within 48 hours after the meeting | Highest | Organize by technical track rather than by schedule |
| Send a follow-up email | Within 1 week after the meeting | High | Specify the reason for the follow-up; do not send mass-mailed template emails |
| Initiate supplier evaluation | Within 2 weeks after the meeting | Medium-High | First align requirements internally, then contact suppliers |
| Internal sharing | Within 1–2 weeks after the meeting | Medium | Focus on 3–5 findings most worthy of our time |
| Technical article updates | Within 1 month after the meeting | Low to Medium | Based on notes, not recollection |
8.2 Key Conclusion at the End of the Article
At this point, the article’s conclusion is already clear: In 2026, the biopharmaceutical industry will not lack hot concepts; what will be truly scarce is the ability to consistently turn complex therapies into stable products. This conclusion represents an overall assessment of the industry’s current stage of development.
Over the past decade, the biopharmaceutical industry has made remarkable scientific progress—ADCs have progressed from concept to approval for multiple indications, mRNA technology has demonstrated unprecedented development speed during the pandemic, CAR-T therapy has enabled long-term remission for some patients with hematologic malignancies, and gene editing is moving toward clinical application. These achievements are founded on sound science—sound targets, sound mechanisms, and a sound understanding of biology.
However, over the next decade, the industry’s primary challenge is shifting from “science” to “engineering”—namely, whether we can turn the promising targets we’ve identified into reliable products. Manufacturing, quality control, and supply chain management—areas once viewed as “support functions”—are becoming the core factors that determine whether a project will actually reach patients. The Bioprocessing Summit 2026 exists precisely because the industry needs a platform focused on “how to make it” rather than “what we’ve made.”
8.2.1 Hot Topic: Rebates Q2
Returning to the GLP-1 oncology discussion mentioned at the beginning of this article: this case provides an excellent general framework for thinking. When a new therapeutic concept enters a broader indication landscape, it brings not only a larger market and more clinical trials—it also brings more complex CMC, quality, and supply chain challenges. This logic applies not only to GLP-1—it applies to ADCs, nucleic acid therapeutics, CGT, and any complex therapy.
The potential path for GLP-1 to transition from metabolic medicine to oncology requires its CMC strategy to evolve from a “mature metabolic disease quality management framework” to “oncology-level impurity control, co-administration assessment, and cold-chain distribution”—a systematic upgrade at the quality system level.Similarly, whether an ADC moves from early-stage clinical trials to commercialization, an RNA/LNP platform shifts from rare diseases to common diseases, or an autologous CAR-T therapy transitions from academic centers to distributed manufacturing—each of these “scenario upgrades” places exponentially greater demands on CMC.
8.2.2 On-Site Coverage of the Rebate Conference
The agenda for The Bioprocessing Summit 2026—ADC CMC, nucleic acid drug manufacturing, LNP analysis, macromolecular process optimization, CGT batch management, and AI for CMC—appears to cover multiple distinct technical areas, but the underlying discussion centers on a single question: how to transform complex therapies from science into products.
The DAR distribution issue in ADCs, the sequence purity issue in nucleic acid therapeutics, the particle size uniformity issue in LNPs, and the batch consistency issue in CGT—while the technical backgrounds of these challenges vary, their underlying logic is consistent: in an era of ever-increasing product complexity, manufacturing capability is no longer “just a matter for the production department,” but rather a core factor determining the innovation efficiency of the entire industry. If you apply the analytical framework presented in this article effectively at the August conference in Boston, the return on your four-day investment will be significantly higher than that of peers who merely attend passively.
Translating conference insights into team value after the event is a frequently overlooked yet extremely high-ROI step. If an attendee spends four days and thousands of dollars on travel only to return and simply save the PowerPoint slides in a shared folder, most of the value of that investment is wasted. Here is a proven method for “post-conference knowledge transfer”:
Step 1: Within the first week after the conference, host a 30-minute internal presentation. There’s no need to cover all the conference content—focus on 3–5 of the most critical technical findings or industry insights, spending 5–7 minutes on each to clearly explain “the background, what I heard/saw, and what this means for our work.” This structured presentation is far more effective than simply saying, “I’ve sent everyone the PowerPoint slides; take a look when you have time.”After the session, distill the key findings into a one-page summary (not a PowerPoint presentation) and share it with the team and relevant leaders—the one-page constraint will force you to distill the truly important information.
Step 2: Organize the “specific figures” (process parameters, CQA standards, cost estimates, timeline data, etc.) you collected during the meeting into a searchable format. These figures can serve as important “industry benchmarks” in your daily work—for example, when you need to cite industry standards while writing CMC modules, compare market rates when evaluating CDMO quotes, or reference industry benchmarks when establishing development timelines.We recommend organizing them by technical area and labeling each entry with its source (which company, speaker, or report), as this will help you assess the credibility of the information later.
Step 3: Identify 3–5 “post-conference action items” and assign owners and deadlines. These action items should be specific and actionable—such as “Contact XX CDMO by next Friday to schedule a technical exchange” or “Discuss at the next team meeting whether we need to increase investment in LNP stability accelerated testing.” Post-conference action items without deadlines and assigned owners are highly likely to get lost in the competition for daily work priorities.
In conclusion, treat The Bioprocessing Summit as an “annual check-up” for your personal and your team’s CMC capabilities. Attending such a high-level professional conference once a year is not only about gathering the latest industry information for that year but also serves as a “stress test” for your own cognitive framework—what you see, hear, understand, and fail to understand during the conference all reflect your current level of professional depth and your blind spots.If a particular technical area “sounds too challenging” to you, that’s precisely the area you should focus on learning more about next year. If you find yourself thinking, “I’ve heard this topic too many times already,” it means you’ve built a solid foundation in that area and can consider exploring deeper questions.
In addition to organizing your “technical manufacturability notes,” there’s another habit worth cultivating after attending a conference: building your “industry contact map.” Make a simple record of the people you exchanged business cards with or had substantive conversations with at the conference, based on the following dimensions: (1) Name and company;(2) Area of technical expertise (avoid overly broad labels like “CMC” and instead use specific ones such as “ADC coupling process scaling,” “LNP particle size analysis,” or “CGT cold chain logistics”);(3) Specific topics you discussed with them; (4) Scenarios in which you think you might need to contact this person in the future. This “contact map” doesn’t need to be complicated—a simple spreadsheet or CRM entry will suffice—but at some point in the future, when you need expert advice on a specific topic, it will be far more useful than a vague LinkedIn search.
When it comes to turning meeting insights into value for your team, one method is particularly effective: the “Three-Sentence Summary Method.” After listening to a report worth reviewing or exchanging ideas with an important contact, try summarizing the core content in three sentences: (1) What is the key takeaway from this report or conversation? (2) How does it relate to our current work? (3)What action item does this generate for me? This method forces you to distill information from “fragmented input” into “actionable insights.” Once you’ve written down these three sentences, you can share them directly in your team’s Slack or WeChat group—no need to wait for a formal internal briefing. This “immediate sharing + action-oriented” approach captures the team’s attention more effectively than the traditional “organize it after returning to the office” model, and it also reduces the likelihood that you’ll procrastinate on organizing the information yourself.
Here’s a practical tip for post-meeting knowledge management: establish a “Technical Meeting Log.” Create a “Technical Log” page in your team’s document system (such as Notion, Confluence, or a shared folder) and categorize entries by technical area (ADC, RNA/LNP, CGT, macromolecular processes, AI for CMC, etc.).After each industry conference, add the “key takeaways” and “unanswered questions” for each technical area discussed at that event to the corresponding category. Over time, this technical log will become a “living document” of your team’s CMC knowledge—it tracks the evolution of industry understanding on similar issues at different points in time. When new members join the team, this log also serves as one of the most effective training resources.
In addition to organizing your “Technical Manufacturability Notes” by technical area as mentioned earlier, there is another dimension worth compiling separately: a list of “areas I should pay attention to but don’t fully understand yet.” During the four-day conference, you’re likely to encounter areas that fall outside your current area of expertise but may impact your long-term career development—perhaps an emerging technology (such as self-amplifying mRNA CMC), a cutting-edge analytical method (such as AI-based mass spectrometry data analysis), or a regulatory trend (such as the FDA’s latest expectations for CMC in advanced therapies).List these “familiar yet not fully understood” topics separately as a learning plan for the next 6–12 months. You don’t need to become an expert in these areas in the short term, but maintaining a basic understanding of them will put you in a better-prepared position for future project discussions or career decisions.
A common misconception regarding post-meeting actions is trying to tackle too many items at once. It’s recommended to categorize post-meeting tasks using an “urgent-important” matrix: for tasks that are both urgent and important (e.g., “Contact XX CDMO by next week to confirm the schedule”), set aside time immediately to complete them; for tasks that are important but not urgent (e.g., “Learn the basic principles of XX analytical method”), assign a generous yet specific deadline and add them to your to-do list;urgent but not important items (e.g., “Distribute meeting materials to the team”) should be completed quickly or delegated; and items that are neither urgent nor important (e.g., “Keep an eye on Company X’s developments”) should be discarded outright or placed on a “to-do when time permits” list. This categorization takes only 5–10 minutes but can help you avoid “post-meeting syndrome”—a pile of tasks you intended to do but never got around to completing.
To wrap up, I’d like to share a personal observation from a practitioner’s perspective: in the CMC field, true professional depth often manifests in the clarity of “knowing what you don’t know.” At high-level professional conferences like The Bioprocessing Summit, you’ll encounter some of the very best CMC experts—they typically don’t use exaggerated rhetoric to promote their technologies, but rather discuss challenges and limitations candidly.If you can find one or two such experts at the conference and engage in an in-depth conversation, those few minutes may be the most worthwhile investment of your entire conference experience. The industry is evolving rapidly, and no one can stay at the cutting edge in every direction—acknowledging the limits of your knowledge earns more respect from peers than pretending to know it all.
Regarding the long-term value of “Technical Manufacturability Notes,” I’d like to share an additional perspective: they can serve as the starting point for your next article or report. Participating in a high-quality professional conference is, in itself, a “research process”—you enter with questions, form judgments through systematic information gathering and analysis, and ultimately arrive at conclusions.If you further organize and expand your “Technical Manufacturability Notes,” incorporating your own industry experience and citations from published literature, they can become an industry analysis article or internal analysis report with independent value. This not only helps solidify your own understanding but may also bring brand exposure and industry influence to your team and company—provided you’re willing to invest the extra time to engage in this “knowledge reprocessing.”
To wrap up, I’d like to end this section with a question: Looking back a year from now, what do you hope to have taken away from The Bioprocessing Summit 2026? I hope readers of this article will answer, “I took away a set of thinking frameworks—on how to efficiently extract information worth investing time in during information-dense industry conferences, form actionable judgments, and translate them into practical improvements at work.” The value of this way of thinking far exceeds that of any single conference agenda.
In the final section of this article, I’d like to share a personal reflection on “why I wrote this.” Over the past few years, I’ve observed that articles covering biopharmaceutical industry conferences typically fall into two categories: one is the “news roundup” style, which lists the conference agenda and hot topics and reads like a translated version of the conference website; the other is the “broad outlook” style—replacing specific technical discussions with grand industry visions. This article attempts to take a third approach: the “a practical guide for attendees,” treating the article as a portable toolkit for professional conference-goers. A toolkit doesn’t need to be fancy—but every tool inside must be genuinely useful in real-world scenarios. If you’ve read this far and feel you’ve already formed a decision-making framework to bring to the conference—even if it’s just the “Three CQA Questions,” the “Two AI Questions” filtering method, or a CDMO communication strategy—then this article has fulfilled its mission.
If I had to summarize the core message of this article in one sentence, I would say: The smartest strategy for attending The Bioprocessing Summit in 2026 is to “bring the right decision-making framework.Focus your limited time and attention on the information most worth your investment.” The decision-making frameworks are the ones you’ve read about in the first seven sections of this article—the CQA Three-Question Approach, the AI Two-Question Screening Method, the CDMO Five-Dimensional Evaluation, and the Four-Question Checklist for Technical Manufacturability—all practical tools distilled from lessons learned through multiple conference attendances. Now that you have these tools in hand, all that’s left is to put them to use during your four days in Boston.
I hope you enjoy the conference and come away with plenty of valuable insights. If you found this article helpful, please feel free to share it with colleagues and peers who are also planning to attend The Bioprocessing Summit. See you in Boston this August.
Regarding the origin and validation of the concept of “Technical Manufacturability Notes”: This concept refers to a 2–3-page, highly condensed technical note organized according to your own logical framework.The first reader of this note is usually yourself (to reinforce learning), the second is a teammate (for knowledge transfer), and the third might be yourself six months from now (when new developments emerge in a particular technical area, this note serves as the quickest “memory anchor” to help you quickly return to your state of knowledge at that time). If you only have time to do one thing after the conference, make it this.
At this point, the core message of the entire article has been fully presented. To summarize it in one sentence: The value of attending The Bioprocessing Summit in 2026 = having the right decision-making framework × focusing your limited time on the most valuable information × translating that information into actionable steps. Each multiplier in this equation is elaborated in detail in the corresponding sections of this article.I wish you a productive and fulfilling week in Boston, where you’ll return with more than you expected—and with insights far more valuable than business cards.
A good post-conference action list should help you translate the value of the four-day conference into concrete team actions within the first week of returning to the office. The following list is organized by priority and timeline, covering various dimensions ranging from internalizing technical knowledge to advancing external collaborations.
Priority 1 (to be completed within the first week after the conference): Compile a “Key Insights Brief” of no more than three pages. Do not write it as meeting minutes—no one reads meeting minutes. What you should do is: distill 3–5 key insights from the four-day conference that directly impact your company’s current projects. For each insight, include the evidence you gathered at the event (which speaker cited what data, which exhibitor demonstrated what technology), as well as your recommended next steps for the team.
Priority 2 (to be completed within two weeks after the conference): Update your internal technology roadmap and risk register based on the insights you gained at the conference. For example, if you heard at the ADC Forum that process validation for dual-payload conjugation requires at least six months, or that there is currently no unified standard for off-target analysis in allogeneic CAR-T gene editing—this information should be directly reflected in your company’s project timelines and risk mitigation plans.Don’t treat conference information as mere background knowledge; let it drive decision-making.
| Action Priorities | Timeline | Specific Tasks | Recommended Person in Charge |
| P1—Core Insights Briefing | Within 1 week after the meeting | Distill 3–5 key findings + supporting evidence + action recommendations | Attendees themselves |
| P2—Technical Roadmap Update | Within 2 weeks after the meeting | Adjust the project timeline and risk register based on information from the meeting | CMC Lead + Project Manager |
| P3—Team Knowledge Sharing | 2–4 weeks after the meeting | Organize an internal knowledge-sharing session, with each person presenting on a topic for 10–15 minutes | All participating colleagues |
| P4—External Relations Follow-up | 1–4 weeks after the meeting | Send a LinkedIn message or email to key contacts met at the meeting | BD + Attendees |
| P5—Exploring Technical Collaboration | 1–3 months after the conference | Initiate preliminary technical discussions with interested technology vendors | CMC Lead + Procurement |
Priority 3 (within one month after the conference): Facilitate cross-team knowledge transfer. If only the CMC team attends the conference and the R&D team does not, the insights into analytical methods and technical approaches you gain at the conference will likely not be passed on to the R&D side.We recommend organizing an internal workshop where each attendee prepares a brief 10–15-minute presentation focused on a specific topic (such as “A method I learned that can be applied to our project immediately” or “An important trend I heard at the conference that may impact our plans for next year”), rather than giving a general overview of the conference.
Priorities 4 and 5 are geared toward longer-term business opportunities. If you don’t follow up within 48 hours with the people you exchanged business cards with at the conference, more than 70% of those connections will be lost.An effective way to follow up is to send a brief LinkedIn message or email—no more than two paragraphs—to everyone you believe is worth reaching out to within the first week after the conference. The first paragraph should recall how you met, and the second should propose a specific next step (for example, “After discussing the XX technical solution internally, we have a few questions we’d like to ask you. Would you be available for a 25-minute call?”)Setting a clear time and agenda is ten times more effective than vague pleasantries like “I hope we’ll have the opportunity to collaborate.”
Here’s another long-term recommendation related to the continuous accumulation of your company’s knowledge assets. The presentation summaries, exhibitor materials, technical white papers, and personal notes you collect at conferences will likely be forgotten within six months if they aren’t archived and made searchable.I recommend uploading key materials to the company’s knowledge management system (such as an enterprise cloud drive, Notion, Confluence, etc.) and indexing them using tags and keywords. If the materials accumulated from annual conferences are systematically preserved, they will become the company’s most valuable CMC intelligence repository within three years—no one else will do this for you, but once done, the benefits will be ongoing.
| Post-Conference Knowledge Management Phase | Timeline | Key Outputs | Recommended Tools |
| Material Collection | 1 week after the meeting | Organize all presentation slides, notes, business cards, and photos into a single folder | OneDrive/Corporate Cloud Storage/Notion |
| Extract Key Insights | 1–2 weeks after the meeting | 3–5 actionable CMC conclusions + sources of evidence | Team-shared document / Confluence |
| Team Knowledge Transfer | 2–4 weeks after the meeting | Internal sharing session + discussion of follow-up actions | PPT / 10-minute short presentation / workshop |
| External Relationship Management | 1–4 weeks after the meeting | Establish a regular communication mechanism with key contacts | LinkedIn/Email/Quarterly catch-up |
| Long-Term Intelligence Gathering | Ongoing | Build a CMC knowledge base, indexed by technical area | Knowledge Base / Tagging System / Annual Review |
9.0 biotech events boston Frequently Asked Questions
9.1 Who should attend The Bioprocessing Summit 2026?

The Bioprocessing Summit 2026 is designed for professionals in CMC, process development, analytical sciences, quality management, regulatory affairs, business development, and investment. A key feature is its focus on the manufacturing and CMC challenges of complex therapeutics (ADCs, RNA/LNPs, oligonucleotides, CGTs, and macromolecules); it is not a general-industry summit.If you are dealing with process development, scale-up, quality control, or CDMO selection for these therapeutic categories, the conference agenda and attendee network are directly relevant to you. Exhibitors from CDMOs, analytical instrument companies, and raw material suppliers will also find this to be an effective platform for engaging with their core customer base.
9.2 Is this conference worth attending if I’m solely focused on ADCs?
For professionals focused solely on ADCs, The Bioprocessing Summit offers a highly specialized ADC CMC track—“CMC for ADC & Next-Generation Conjugates.”This track covers several of the most critical challenges in ADC manufacturing: scaling up and controlling conjugation processes; analysis and strategies for DAR distribution; in vivo and in vitro evaluation of linker stability; facility safety and cleaning validation for highly active payloads; and systematic characterization and control of impurity profiles. In addition, content from other conference tracks—such as analytical methods, AI for CMC, and process characterization—can also be applied across various aspects of ADC development.
9.3 What should one focus on regarding nucleic acid therapeutics and RNA/LNP?
In the nucleic acid therapeutics track at The Bioprocessing Summit, key areas of focus include: the synthesis, scale-up, and impurity control of oligonucleotides, particularly the analysis and purification of N-1/N+1 impurities and other sequence-related impurities; the production and analysis of RNA/LNPs—including LNP particle size distribution, PDI, encapsulation efficiency, zeta potential, lipid raw material quality control, and long-term stability;analytical method development, including characterization methods for mRNA integrity, purity, 5′ cap structure, and poly(A) tail length; platform reusability—the process transferability of LNP platforms across different mRNA sequences. We also recommend paying attention to discussions on the supply chain related to nucleic acid therapeutics, as the availability of specialized lipids, modified nucleotides, and enzymes are practical factors that influence the pace of commercialization.
9.4 How does this conference differ from clinical oncology conferences?
Clinical oncology conferences (such as ASCO, AACR, and ESMO) focus primarily on clinical data—efficacy, safety, and patient benefits. The Bioprocessing Summit focuses primarily on CMC and manufacturing—how products are designed, developed, scaled up, quality-controlled, and delivered.The two conferences have different focuses but are interconnected: whether a project that presents breakthrough efficacy data at a clinical conference can subsequently be successfully commercialized depends largely on its CMC capabilities—and this is precisely what The Bioprocessing Summit addresses. If you are a professional who needs to systematically evaluate an asset or a company, combining the perspectives of both conferences will provide a more comprehensive view.
9.5 How Can First-Time Attendees Avoid Information Overload?
With four days of sessions, multiple concurrent tracks, and dozens of exhibitors, information overload is the most common challenge for first-time attendees. We recommend the following strategies to manage the influx of information:
① Before the conference, select three main tracks; do not try to cover every technical area. Choose up to three topics most relevant to your current work from among ADCs, nucleic acid therapeutics, LNPs, CGT, macromolecular processes, and AI for CMC.
② Prepare five questions for each focus area—based on your actual work needs, write down specific questions you hope to find answers to during the conference before it begins. These questions will help you filter out irrelevant information on-site
③ Review the agenda in advance and mark the sessions you must attend. Browse the schedule for each time slot on the conference website beforehand and highlight 3–5 “must-attend” sessions; you can adjust the rest flexibly based on the situation at the venue
④ Spend 30 minutes each day after the sessions to organize your notes—don’t wait until the end of the four-day event, by which time you’ll have forgotten most of the details. Organizing your notes daily helps reinforce your memory, identify what you’ve missed, and adjust your strategy for the next day’s sessions
⑤ Complete your “technical feasibility notes” within 48 hours of the conference. Consolidate the fragmented information from the four days into a structured assessment document—this is the key to maximizing your return on investment
⑥ Don’t try to do too much—following up in depth with 2–3 high-quality contacts has more long-term value than collecting 50 business cards.